6
I = intensità di corrente di saldatura
Øe = diametro dell’elettrodo
Esempio:
Diametro elettrodo 4 mm
I = 50 × (4 – 1) = 50 × 3 = 150A
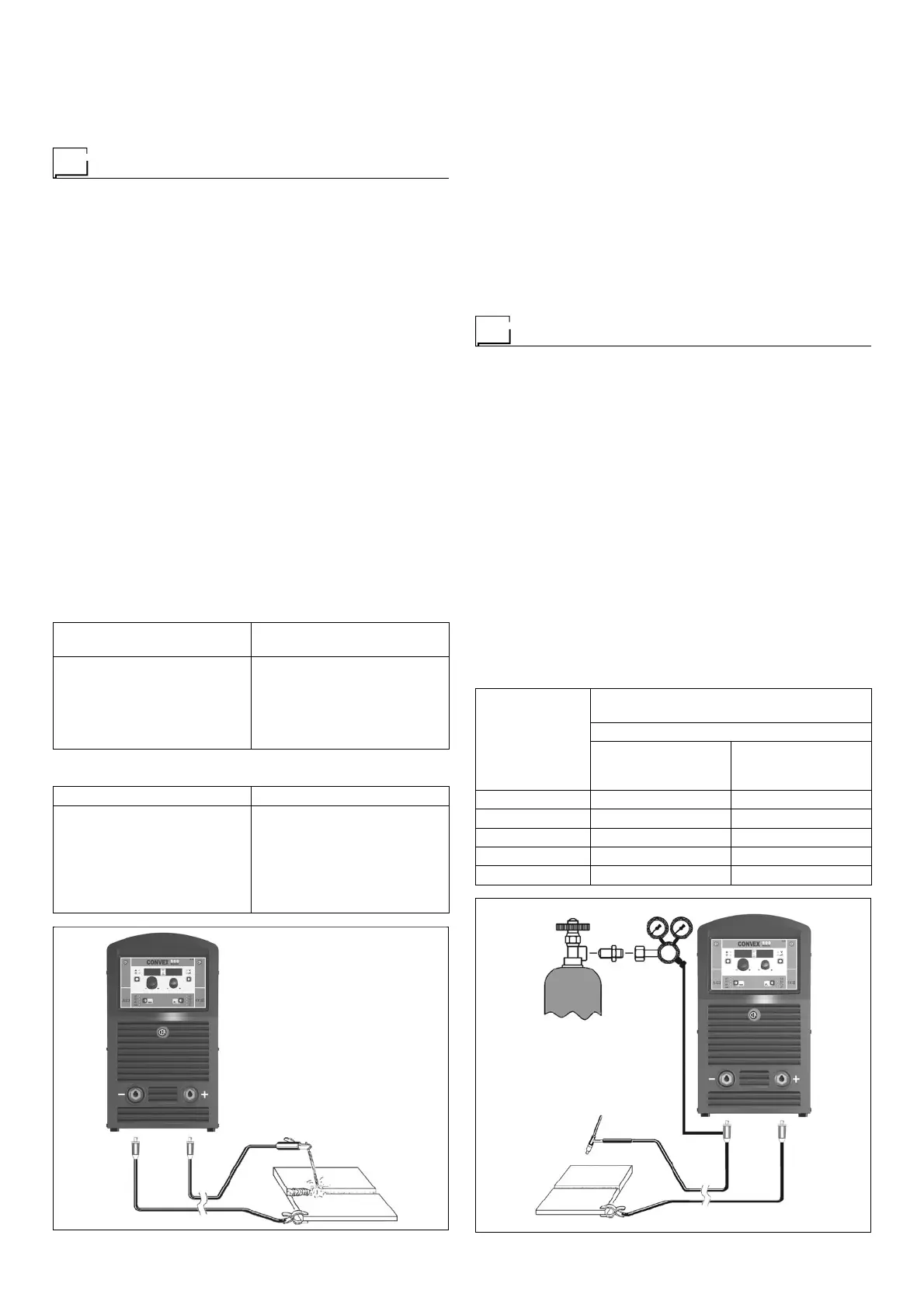
Saldatura TIG con innesco tipo “Lift”
Nel processo TIG, la saldatura si ottiene fondendo i due lembi di
metallo da unire con eventuale apporto esterno di materiale, uti-
lizzando un arco innescato da un elettrodo di tungsteno. L’inne-
sco tipo “Lift” presente sugli impianti CONVEX permette di ridurre
al minimo le inclusioni di tungsteno all’innesco. Il bagno di fusione
e l’elettrodo sono protetti da gas inerte (ad esempio Argon). Si ri-
vela utile per saldare lamiere sottili e quando è richiesta una ele-
vata qualità.
1) Collegamento cavi i saldatura (Fig. E):
• Allacciare il tubo gas da un’estremità all’attacco gas posto
sul dinse della torcia TIG e dall’altra estremità al riduttore
di pressione della bombola di gas inerte (Argon o simili).
• A macchina spenta:
- Collegare il cavo di massa alla connessione rapida con-
trassegnata dal simbolo + (positivo).
-
Collegare la relativa pinza massa al pezzo da saldare
o al piano portapezzi in zona libera da ruggine, vernice,
grasso, ecc.
-
Collegare il cavo di potenza della torcia TIG alla con-
nessione rapida contrassegnata dal simbolo - (negativo).
2) Mettere in funzione la saldatrice selezionando la posizione 1
sull’interruttore di linea (Pos. 3, Fig. A).
3) Effettuare le selezioni / regolazioni dei parametri sul pannello
di controllo CX (leggere attentamente il manuale allegato).
Tabella 3
SPESSORE DI SALDATURA
(mm)
Ø ELETTRODO (mm)
1,2 ÷ 2
1,5 ÷ 3
3 ÷ 5
5 ÷ 12
≥ 12
≥ 20
1,6
2
2,5
3,25
4
≥ 5
Tabella 4
Ø ELETTRODO (mm) CORRENTE (A)
1,6
2
2,5
3,25
4
5
6
30 ÷ 60
40 ÷ 75
60 ÷ 110
95 ÷ 140
140 ÷ 190
190 ÷ 240
220 ÷ 330
2000HB19
FIG. D
4) Aprire la bombola del gas e regolare il flusso ruotando ma-
nualmente la valvola posta sulla torcia TIG.
5) Innescare, per contatto, l’arco voltaico con un movimento de-
ciso e rapido, senza strisciare l’elettrodo di tungsteno sul pez-
zo da saldare (innesco tipo “Lift”).
6) La saldatrice è dotata anche dell’esclusivo dispositivo SWS
“Smart Welding Stop” per la fine della saldatura in TIG. Solle-
vando la torcia senza spegnere l’arco si introduce uno slope
down con spegnimento automatico.
7) A saldatura ultimata ricordarsi di chiudere la valvola della bom-
bola del gas.
Nella tabella 5 sono indicati i valori di corrente da utilizzare con i
rispettivi elettrodi per la saldatura TIG DC. Tali dati non hanno un
valore assoluto ma semplicemente orientativo; per una scelta pre-
cisa seguire le indicazioni date dai fabbricanti di elettrodi. Il diame-
tro dell’elettrodo da impiegare è direttamente proporzionale alla
corrente usata per saldare.
Manutenzione
ATTENZIONE: Prima di effettuare qualsiasi ispezione all’interno
del generatore togliere l’alimentazione all’impianto.
CONVEX 330-400-500 basic
IMPORTANTE: Nelle saldatrici completamente elettroniche, la ri-
mozione della polvere, aspirata all’interno della macchina dai ven-
tilatori, riveste la massima importanza.
Per mantenere il corretto funzionamento della macchina proce-
dere come descritto:
• Rimozione periodica degli accumuli di sporco e polvere dall’in-
terno del generatore per mezzo di aria compressa. Non dirige-
re il getto d’aria compressa direttamente sui componenti elettrici
che potrebbero danneggiarsi.
•
Ispezione periodica al fine di individuare cavi logori o connessio-
ni allentate che sono la causa di surriscaldamenti.
Tabella 5
Ø ELETTRODO
(mm)
TIPO DI ELETTRODO
Campo di regolazione della corrente (A)
TIG DC
Tungsteno
Ce 1%
Grigio
Tungsteno
Terre rare 2%
Turchese
1 10-50 10-50
1,6 50-80 50-80
2,4 80-150 80-150
3,2 150-250 150-250
4 200-400 200-400
2000HB20
FIG. E
 Loading...
Loading...








