6
Сварка алюминия
Для сварки алюминиевой проволокой выполните следующие
операции:
•
Замените ролики привода специальными для алюминиевой
проволоки.
•
Используйте горелку с кабелем длиной 3 м и углеродно-теф-
лоновой оплеткой.
•
Отрегулируйте на минимум давление роликов подачи при
помощи специального винта.
•
Используйте аргон с давлением 1,3 - 1,7 бар и отрегулируй-
те расход на значение 14 - 20 л/мин. в зависимости от ис-
пользуемого для сварки тока.
Сварка электродом MMA
На CONVEX 330-400-500 basic сварка электродом использует-
ся для сварки большей части металлов (различных типов ста-
ли и т.д.) с применением рутиловых и щелочных электродов
с покрытием с диаметром от Ø 1,6 до Ø 6 мм, с устройства-
ми, регулируемыми пользователем «Arc Force», «Hot Start» и
функцией Antisticking для предупреждения прилипания элек-
тродов.
1) Подключение сварочных кабелей (Рис. D):
На аппарате, отключенном от сети, подсоедините свароч-
ные кабели к выходным клеммам (+ и -) сварочного аппа-
рата, подсоединяя их к зажиму и массе с полярностью,
предусмотренной в зависимости от типа используемого
электрода (Рис. D). В любом случае, соблюдайте указа-
ния производителей электродов.
2) Включите сварочный аппарат, устанавливая сетевой вы-
ключатель в Поз. 1 (Поз. 3, Рис. A).
3) Выполните выбор / наладку параметров на пульте управ-
ления CX (внимательно прочитайте прилагаемые инструк-
ции).
4) Выполните сварку, приближая горелку к свариваемой дета-
ли. При зажигании дуги (для этого быстро прижмите элек-
трод к металлу и поднимите его) происходит плавление
электрода, покрытие которого образует защитный шлак.
Далее продолжайте сварку с наклоном ок. 60° к металлу
относительно направления сварки.
СВАРИВАЕМАЯ ДЕТАЛЬ
Свариваемая деталь для снижения электромагнитной эмис-
сии должна всегда быть подключена к заземлению. Однако
необходимо внимательно следить за тем, чтобы подключение
заземления свариваемой детали не повышало риск травмы
эксплуатационника или повреждения другого электрооборудо-
вания. Когда необходимо подключить свариваемую деталь к
заземлению, рекомендуется выполнять прямое подключение
между деталью и чехлом заземления. В странах, в которых та-
кое подключение не разрешается, подключайте свариваемую
деталь к заземлению при помощи специальных конденсато-
ров в соответствии с национальными нормами.
ПАРАМЕТРЫ СВАРКИ
В таблице 3 приводятся некоторые общие указания для вы-
бора электрода в зависимости от свариваемой толщины. В
таблице приводятся значения тока для использования с соот-
ветствующими электродами для сварки обычной и низколеги-
рованной стали. Эти данные всего лишь ориентировочны; для
точного выбора соблюдайте указания производителей элек-
тродов.
Используемый ток зависит от положений сварки, типа шва и
растет с увеличением толщины и размеров детали.
Значение силы тока, используемое для различных типов свар-
ки, в диапазоне регулирования, приведенном в таблице 2:
•
Высокое для сварных швов на плоскости, на плоскости
фронтальных и восходящих по вертикали.
• Среднее для сварных швов над головой.
•
Низкое для нисходящей сварки по вертикали и для соеди-
нения подогретых деталей небольших размеров.
Указание, достаточно приблизительное, по среднему току для
использования при сварке электродами для нормальной ста-
ли, дается следующей формулой:
I = 50 × (Øe - 1)
Где:
I = сила сварочного тока
Øe = диаметр электрода
Пример:
Диаметр электрода 4 мм
I = 50 × (4 - 1) = 50 × 3 = 150A
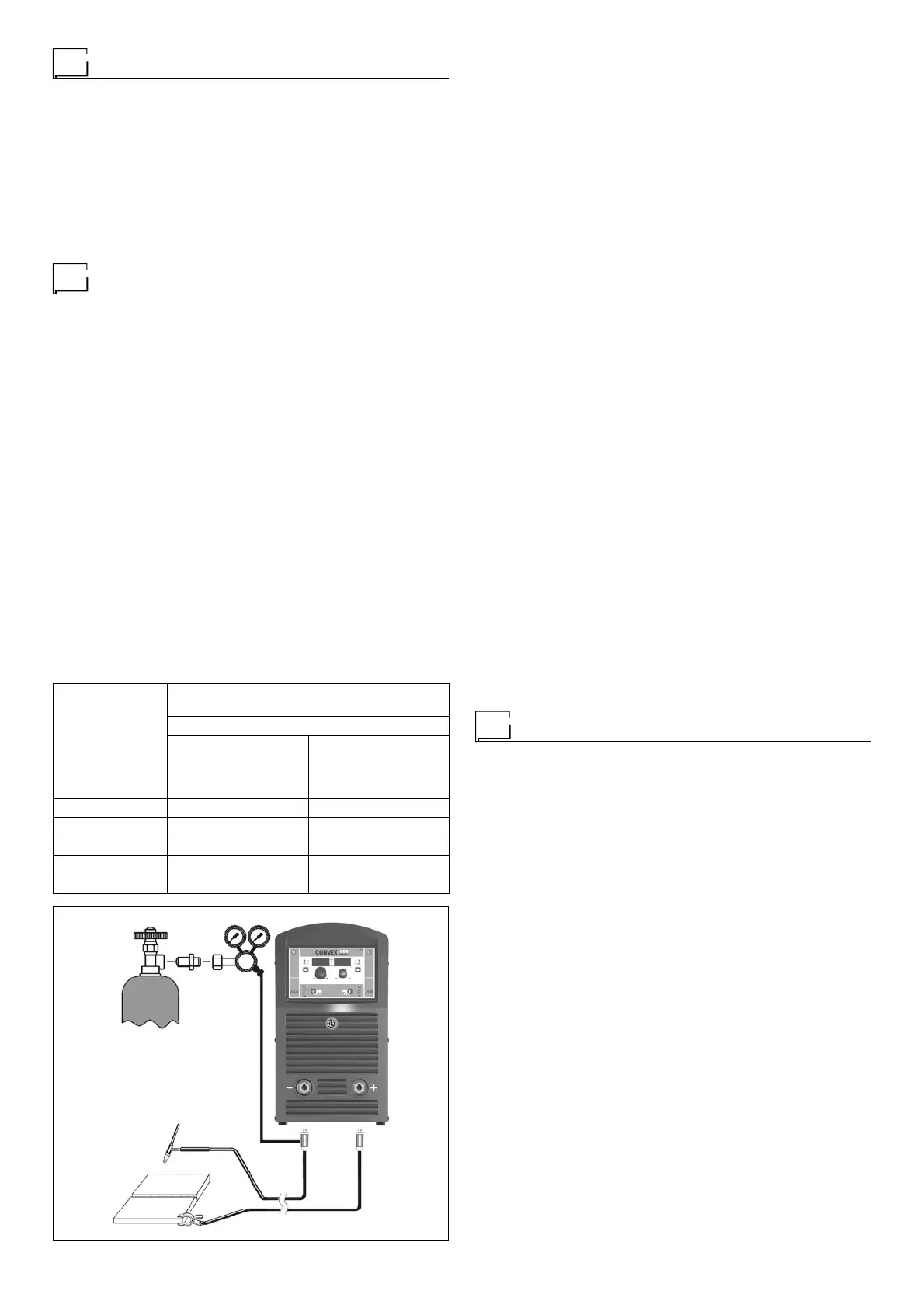
Сварка TIG с зажиганием типа «Lift»
В процессе TIG сварка обеспечивается путем расплавления
обеих соединяемых кромок металла (с возможным исполь-
зованием дополнительного материала) дугой, которая зажи-
гается вольфрамовым электродом. Зажигание типа «Lift» на
аппаратах CONVEX позволяет снизить до минимума включе-
ния вольфрама при зажигании. Расплав и электрод защища-
ются инертным газом (например, аргоном). Этот вид сварки
подходит для сварки тонких листов и когда требуется повы-
шенное качество.
1) Подключение сварочных кабелей (Рис. E):
•
Подсоедините трубку подачи газа с одной стороны к
штуцеру газа на конденсаторе Dinse горелки TIG, а с
другой - к редуктору давления баллона с инертным га-
зом (аргоном и т. д.).
• При выключенном аппарате:
-
Подсоедините кабель массы к быстрому соедините-
лю, обозначенному символом + (плюс).
-
Подсоедините соответствующий зажим массы к свари-
ваемой детали или к опоре детали в зоне, свободной
от ржавчины, краски и пластичной смазки.
- Подсоедините силовой кабель горелки TIG к быстро-
му соединителю, обозначенному символом - (минус).
2) Включите сварочный аппарат, устанавливая сетевой вы-
ключатель в Поз. 1 (Поз. 3, Рис. A).
3) Выполните выбор / наладку параметров на пульте управ-
ления CX (внимательно прочитайте прилагаемые инструк-
ции).
4) Откройте газовый баллон и вручную отрегулируйте рас-
ход при помощи клапана на горелке TIG.
5) Зажгите электрическую дугу контактом быстрым реши-
тельным движением, не перемещая вольфрамовый элек-
трод по свариваемой детали (зажигание типа «Lift»).
Таблица 5
Ø ЭЛЕКТРОДА
(мм)
ТИП ЭЛЕКТРОДА
Диапазон регулирования тока (A)
ТИГ DC
Вольфрам
Ce 1%
Серый
Вольфрам
Редкоземельные
элементы 2%
Бирюзовый
1 10-50 10-50
1,6 50-80 50-80
2,4 80-150 80-150
3,2 150-250 150-250
4 200-400 200-400
2000HB20
РИС. E

 Loading...
Loading...







