6
O valor de intensidade da corrente a utilizar para os vários tipos de
solda, dentro do campo de ajuste indicado na tabela 4 é:
•
Elevado para a soldagem plana no plano frontal e vertical as-
cendente.
• Médio para a soldagem overhead.
• Baixo para a soldagem vertical descendente e para unir peças
de pequenas dimensões pré-aquecidas.
Uma indicação bastante aproximada da corrente média a empre-
gar na soldagem de eletrodo para aço carbono é fornecida pela
seguinte formula:
I = 50 × (Øe - 1)
Onde:
I = intensidade da corrente de solda
Øe = diâmetro do eletrodo
Exemplo:
Diâmetro eletrodo 4 mm
I = 50 × (4 - 1) = 50 × 3 = 150A
Solda TIG com ignição tipo “Lift”
No processo TIG, a soldadura obtém-se mediante a fusão das
duas tiras de metal a unir com eventual entrada externa de mate-
rial, usando um arco escorvado por um eléctrodo de tungsténio.
O tipo de escorvamento “Lift” presente nos equipamentos CON-
VEX permite minimizar inclusões de tungsténio no escorvamento.
O banho de fusão é protegido por gás inerte (Árgon, por exem-
plo). Isto é útil para a soldadura de chapas finas e quando se exi-
ge uma alta qualidade.
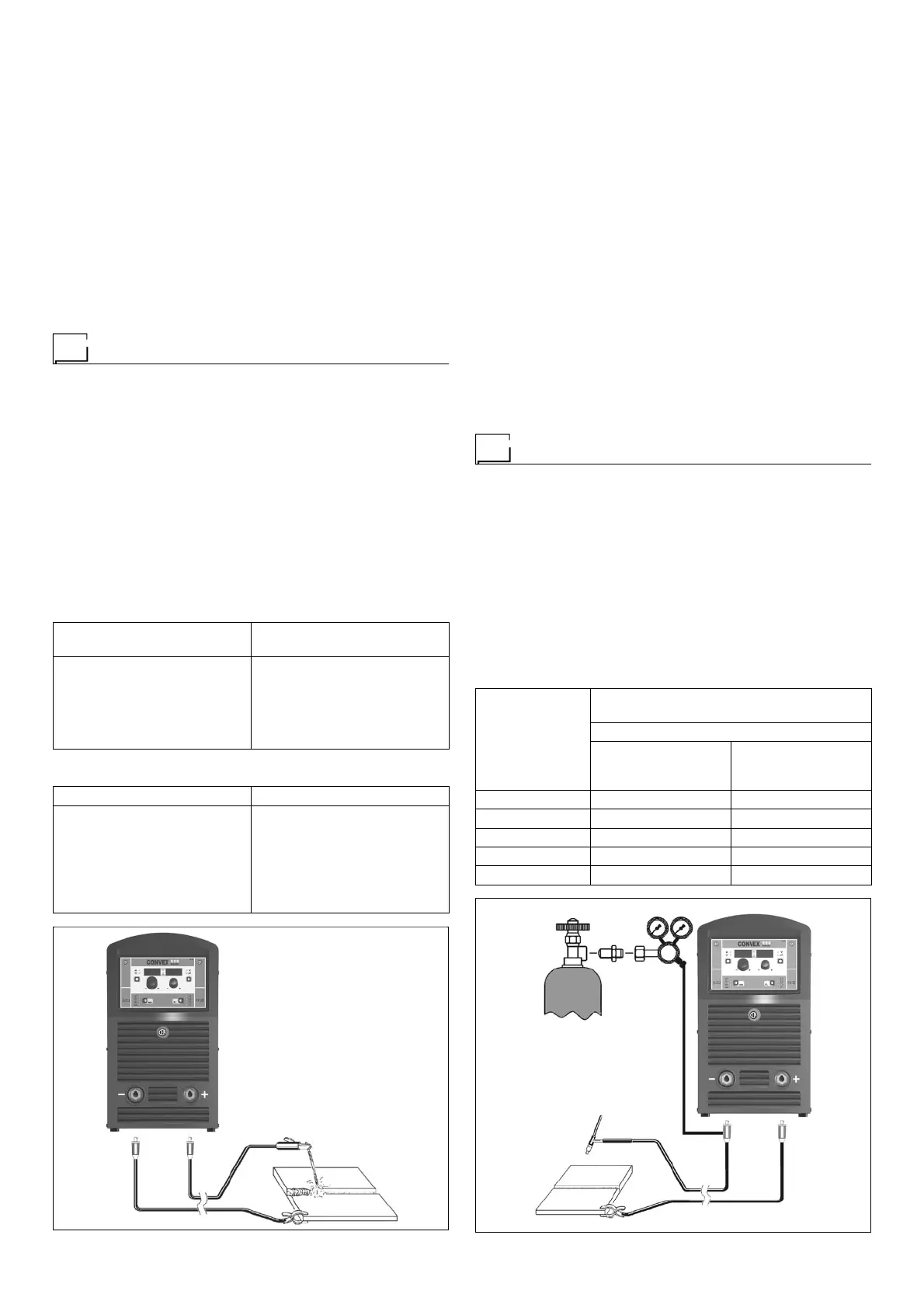
1) Ligação cabos e solda (Fig. E):
•
Conectar o cilindro de gás por uma extremidade do engate
de gás localizado no conector da tocha TIG e na outra ex-
tremidade ao regulador de pressão do cilindro de gás iner-
te (Argônio ou similar).
• Com a máquina desligada:
-
Conectar o cabo de terra à conexão rápida marcada pelo
símbolo + (positivo).
- Conectar o relativo pinça massa (garra negativa) à peça
a soldar ou ao plano porta-peça em área livre de ferru-
gem, tinta, graxa, etc.
- Conectar o cabo de energia da tocha TIG à conexão rá-
pida marcada pelo símbolo - (negativo).
2) Colocar em funcionamento a solda selecionando a posição 1
no interruptor de alimentação (Pos. 3, Fig. A).
3) Efetuar as seleções/ajustes dos parâmetros no painel de con-
trole CX (ler atentamente o manual em anexo).
4) Abri o cilindro de gás e regular o fluxo girando manualmente
a válvula colocada na tocha TIG.
5) Escorve, por contacto, o arco voltaico com um movimento rá-
pido, sem arrastar o eléctrodo de tungsténio na peça a soldar
(ignição tipo “Lift”).
6) Com a soldagem concluída, lembrar de fechar a válvula do
cilindro de gás.
Na tabela 5 estão indicados os valores de correntes a utilizar com
os respectivos eletrodos para a solda TIG DC. Tais dados não têm
um valor absoluto, mas simplesmente indicativo; para uma escolha
precisa seguir as indicações dadas pelos fabricantes de eletrodo.
O diâmetro do eletrodo a empregar é diretamente proporcional à
corrente usada para soldar.
Manutenção
ATENÇÃO: Antes de efetuar qualquer inspeção no interior do ge-
rador, retirar o equipamento da alimentação.
CONVEX 330-400-500 basic
IMPORTANTE: Nas soldas completamente eletrônicas, a remo-
ção do pó, aspirado para o interior da máquina pelos ventilado-
res, é de máxima importância.
Tabela 3
ESPESSURA DA SOLDA
(mm)
Ø ELETRODO (mm)
1,2 ÷ 2
1,5 ÷ 3
3 ÷ 5
5 ÷ 12
≥ 12
≥ 20
1,6
2
2,5
3,25
4
≥ 5
Tabela 4
Ø ELETRODO (mm) CORRENTE (A)
1,6
2
2,5
3,25
4
5
6
30 ÷ 60
40 ÷ 75
60 ÷ 110
95 ÷ 140
140 ÷ 190
190 ÷ 240
220 ÷ 330
2000HB19
FIG. D
Tabela 5
Ø ELETRODO
(mm)
TIPO DE ELETRODO
Campo de controle da corrente (A)
TIG DC
Tungstênio
Ce 1%
Cinza
Tungsênio
Terras raras 2%
Turquesa
1 10-50 10-50
1,6 50-80 50-80
2,4 80-150 80-150
3,2 150-250 150-250
4 200-400 200-400
2000HB20
FIG. E
 Loading...
Loading...








