Select the tool in the list then press
again
to return.
CR/ri
Number of bends requested when working
with step bending (min. 4), and internal
bending radius.
--MEM--
This column contains either the values
calculated by the system when simulating, or
the values programmed by the operator.
--POS--
This column indicates the real axes' positions.
--COR--
This column contains all the sequence and
product corrections introduced on the
CORRECTION page.
The
, Y1, Y2, etc. fields are dependant on the axes programmed in
the numerical control.
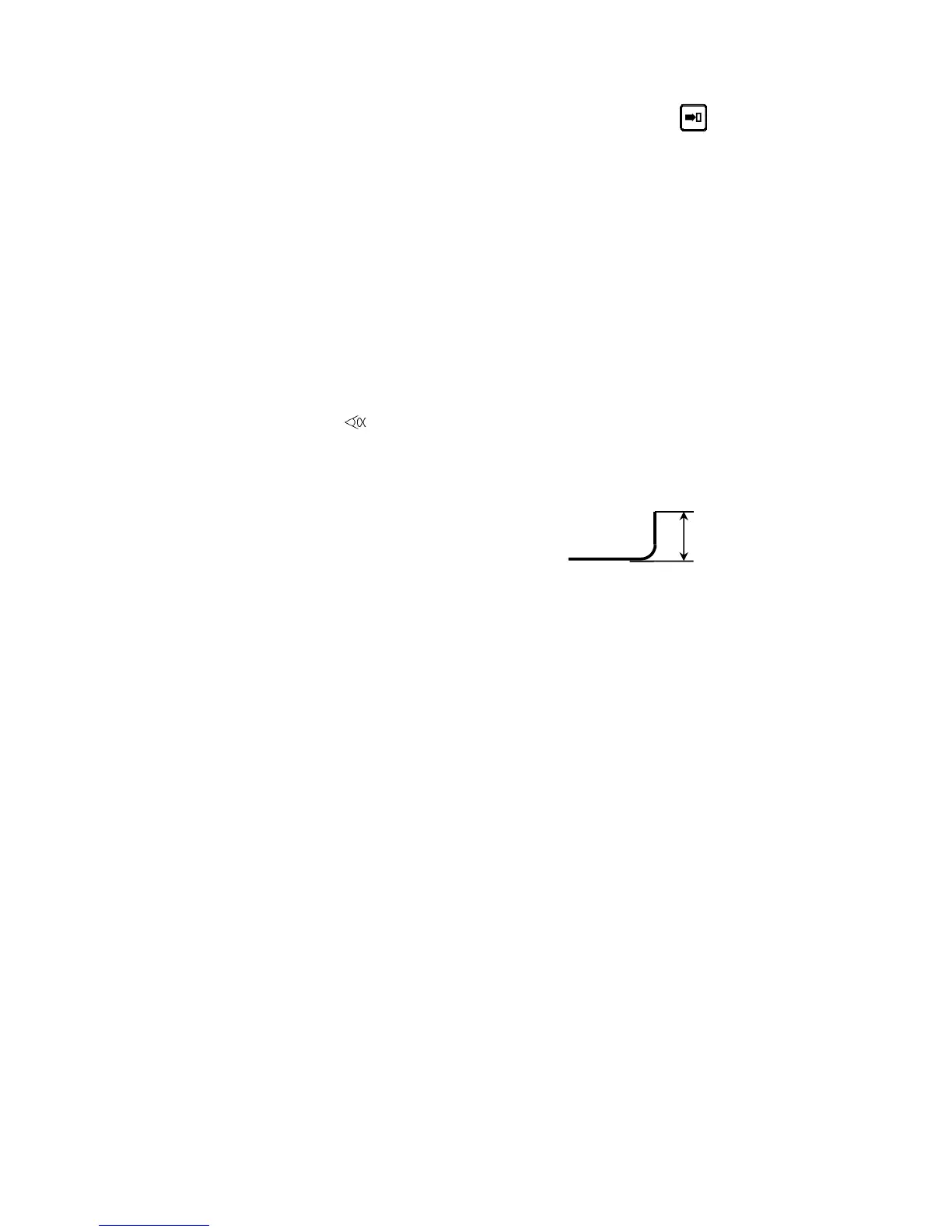
L
Height of the wing after bending. The DNC
will automatically calculate the position of the
back gauge of axis X.
Q Quantity of products to be produced. The Q
field is displayed only if the parameter in the
PREFERENCES page is activated.
Lmat
Bending length.
TON
Bending force.
Rx
Back gauge retraction. The operator indicates
in mm the retraction distance. If nothing is
programmed, the beam doesn't stop at the PP.
No retraction.
If value 0 is introduced, the beam stops at the
PP, then executes immediately the bend
without carrying out a retraction.
The field between the Rx and the retraction
value serves to define the retraction mode.
_ = the beam stops at the PP and waits till the
retraction is made, in order to carry out the
bend.
1 = the beam stops at the PP, then continues
immediately, at the same time as the
retraction is carrying out.
Ext start
If nothing is programmed in this field, the axes
start automatically from the BDC, from the PP
or from the TDC, depending on the choice
made in the machine parameters.
If 1 is programmed, the start will be made as a
function of the configuration made by the
L
PAGE 10 USER GUIDE DNC 600S