ASDA Series Application Note Application Examples
March, 2015 3-15
PR Program
JUMP
DELAY= 0
PR#5
#5
Write
P1-12=25
#6
Position
D=0, S =200 rpm
- 800000 PUU, ABS
#7
Write
DELAY= 0
P1-12 =10
JUMP
PR#1
(I)
DELAY= 0
DELAY=0
#1
Write
P1-12=50
DELAY= 0
(I)
#2
Position
D= 0, S= 500rpm
-300000 PUU, ABS
#0
Home
Offset=0
PR#0
Jump Cmd;
jump to PR#5
Torque Limit;
set to 50%
Position Cmd; move to
ABS position -800000
Torque Limit;
set to 10%
Jump Cmd;
jump to PR#1
1
23
4
5
6
Torque Limit;
set to 50%
7
Position Cmd; move to
ABS position -300000
EV
1
EV
1
P
R
#
5
1
P
R
P
R
P
R
#52
P
R
P
R
P
R
P
R
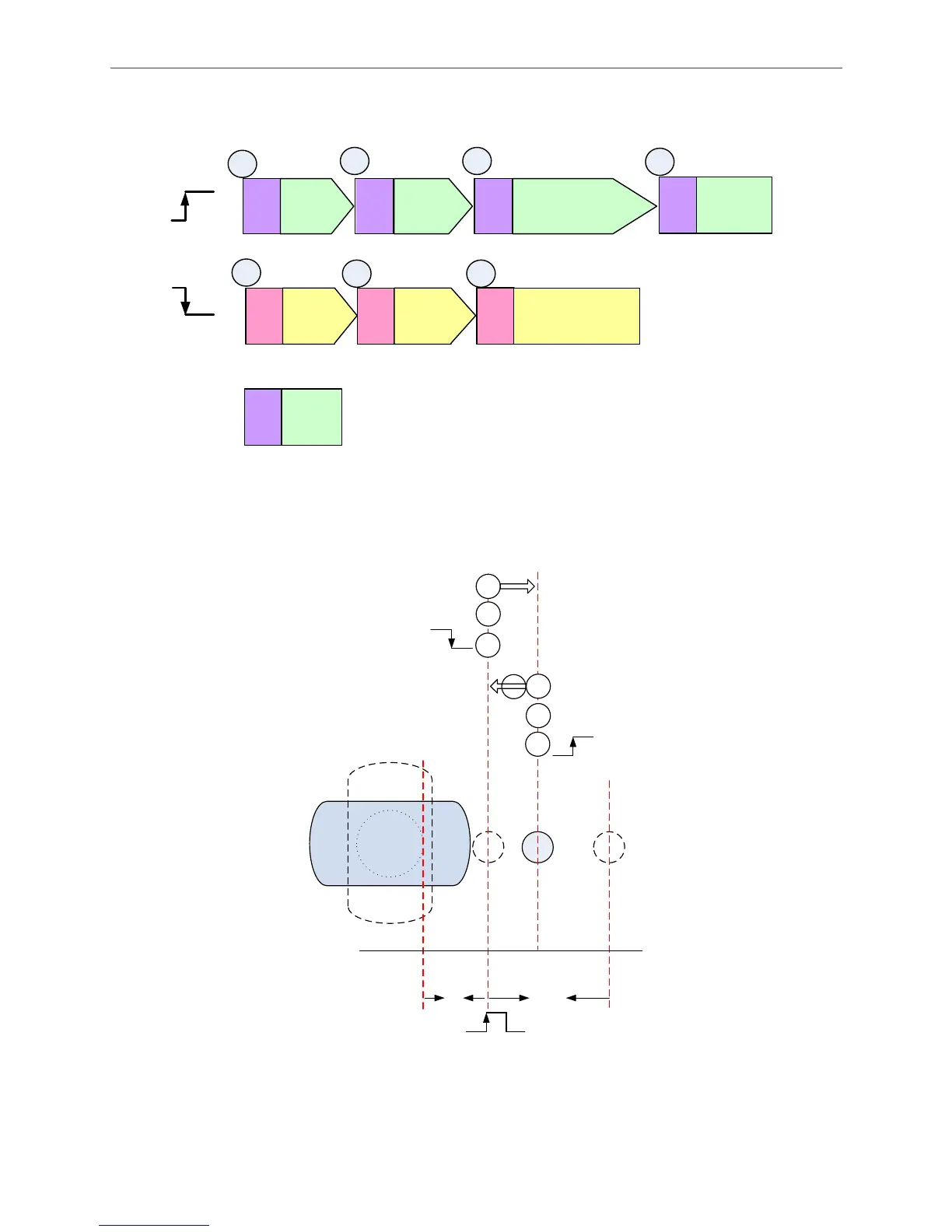
Figure 3.1.17 PR Program of the Slave Axis
This is how ASDA-A2 deals with commands: when one command is sent, the next PR command
will then be sent. It does not wait for the command to be completed and then set the next one.
Below is how the mechanism works according to the PR paths above.
E
0-300000-800000
PR#0
1
2
3
4
5
6
7
EV1
EV1
F
CABD
DI7
Figure 3.1.18 Slave axis works according to the PR program
 Loading...
Loading...





