6 CONTROL PANEL
0463 933 001
- 27 -
© ESAB AB 2023
Post-flow (POG)
This controls the time during which shielding gas flows after the arc is extinguished.
6.4.4 Hidden functions for MIG SPOT
Long press the parameter selection button to navigate the hidden MENU option (No welding). Select
the desired function one after the other by turning the left potentiometer knob and adjust the value by
turning the right potentiometer knob.
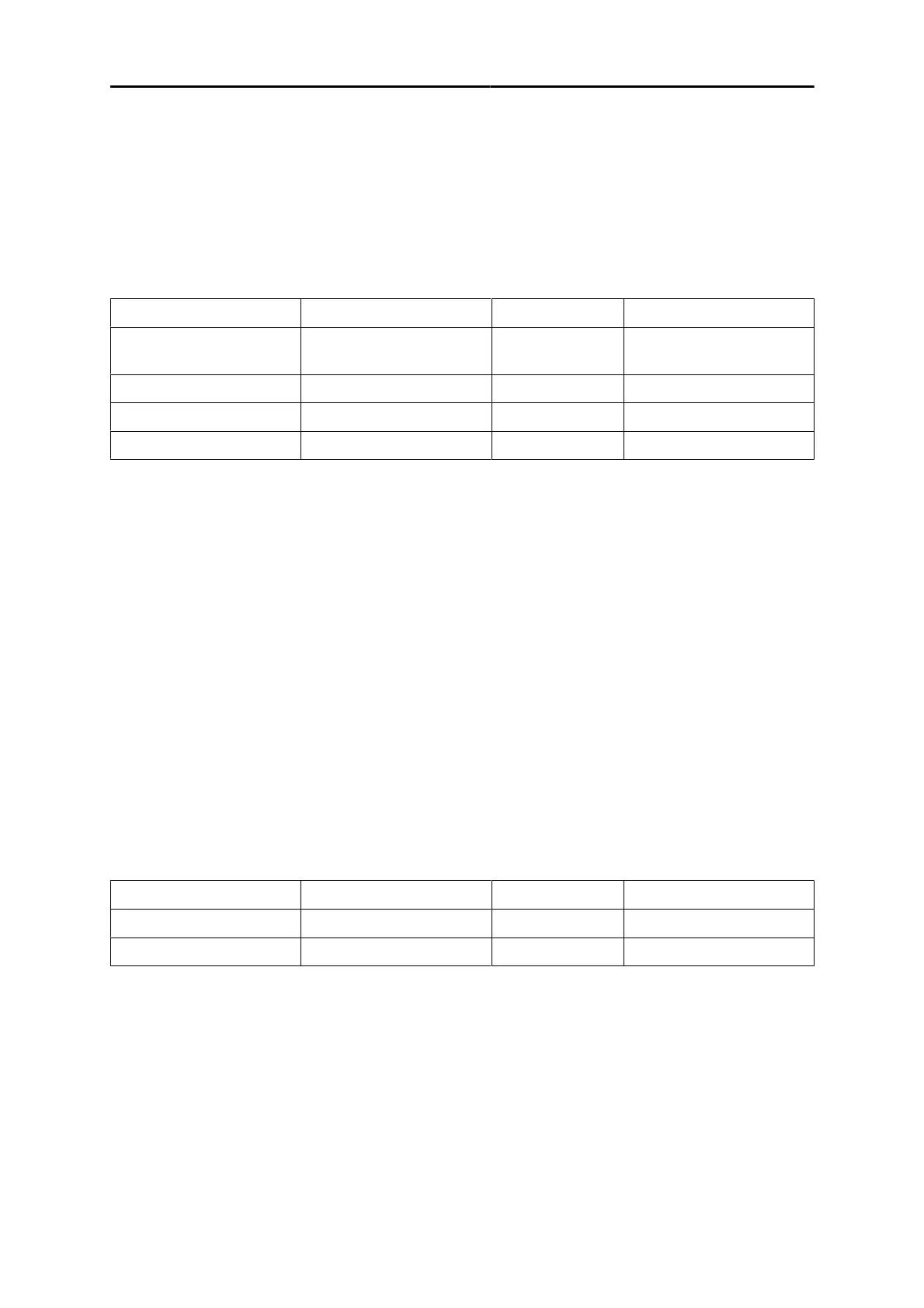
Left diplay letter Function Default Right display settings
DIS Display value druing
welding
WFS WFS/AMP
UNT Unit (metric or imperial) MPM MPM/IPM
VEN Version no. V4.0 -
RES Default settings No No/Yes
Display (DIS)
This function enables to display of the wire feed speed (WFS) or amperage (AMP) values during
welding.
Unit (UNT)
This function enables switching the units of measure for wire feed speed and thickness between the
metric (MPM) or imperial (IPM).
Version No. (VEN)
This function enables viewing the software versions of the connected system.
Reset (RES)
This function resets to the factory default settings. All saved jobs will be deleted as a result of the
reset.
6.4.5 MMA
In MMA mode, press the parameter selection button once the MENU option will appear. Select the
desired function one by one (HOT, ARC) by turning the left potentiometer knob and adjust the value by
turning the right potentiometer knob.
Left diplay letter Function Default Right display settings
HOT Hot start AUT 0-10
ARC Arc force AUT 0-10
Hot start
The hot start function temporarily increases the current in the beginning of the weld, thus reducing
the risk of lack of fusion in the starting point.
Arc force
The arc force function determines how the current changes in response to variations in arc length
during welding. Use a low value of arc force to get a calm arc with little spatter and use a high value
to get a hot and digging arc.