Machine description
Machine control – Operating elements
099-004854-EW501
19.02.2014
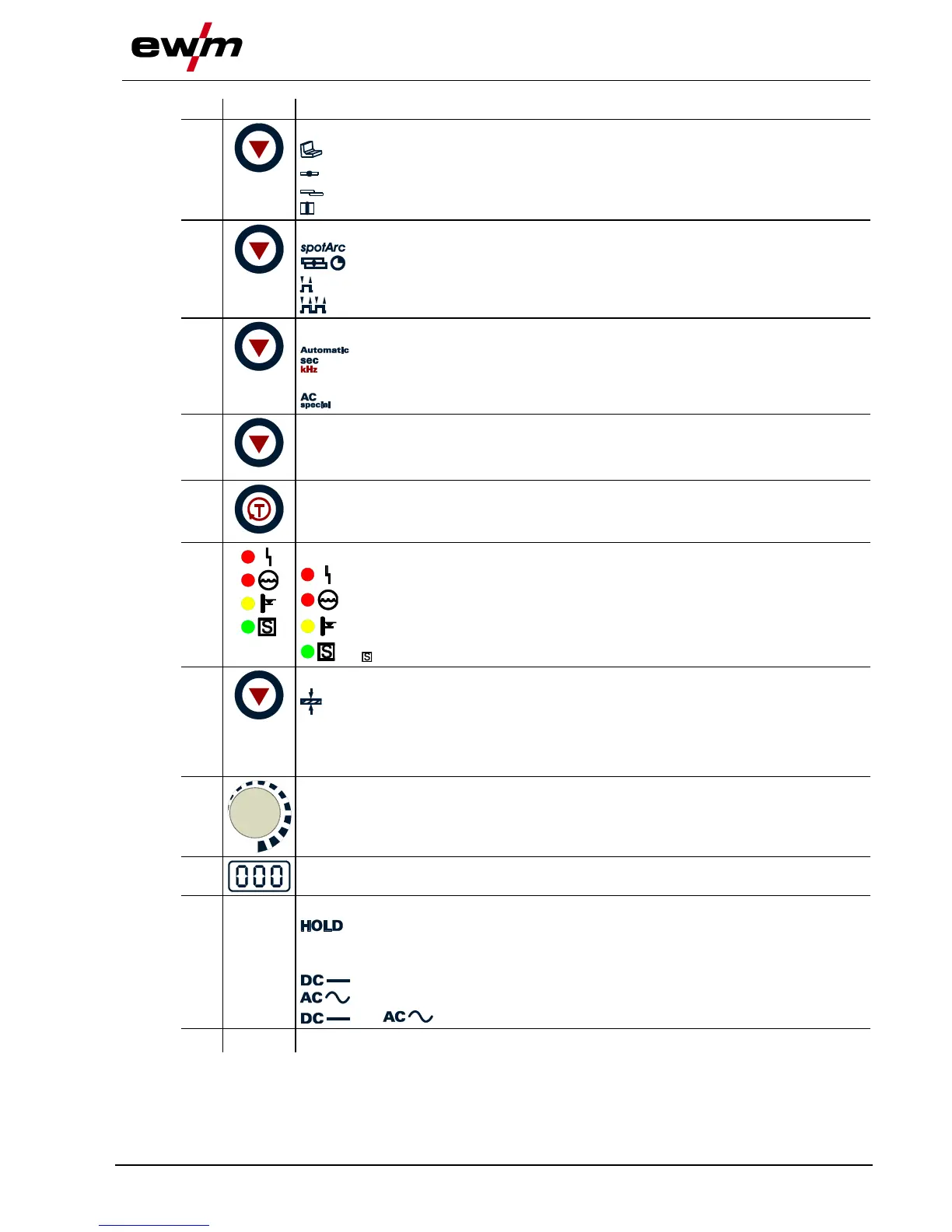
Select seam type button
Fillet weld
Butt joint
Fillet weld - lap joint
Vertical-down
Operating mode button
spotArc / Spotmatic (spot time setting range)
Non-latched
Latched
TIG pulse welding
TIG automated pulses (frequency and balance)
TIG pulses with times, green light /
Fast TIG DC pulses with frequency and balance, red light
TIG AC special
Synchronisation types key button (two-sided, simultaneous welding)
Synchronisation via mains voltage
Synchronisation via cable
Gas test/rinse hose package button
see "Shielding gas setting" chapter
Error/status indicators
Collective interference signal light
Water deficiency signal light (welding torch cooling)
Excess temperature signal light
safety sign signal light
Display switching button
Material thickness display
VOLT Welding voltage display
JOB JOB number display
PROG Program number display
Welding parameter setting rotary transducer
Setting of all parameters such as welding current, sheet metal thickness, gas pre-flow
time, etc.
Three-figure LED display
Welding parameter display (see also chap. “Welding data display”).
Status displays
After each completed welding task, the last values used in the welding
process for the welding current and welding voltage are shown on the
displays, and the signal light will be on
Direct current welding
Alternating current welding
and simultaneously: Alternating current welding, AC special
Function sequence (see next chapter)