Machine description
Machine control – Operating elements
099-004854-EW501
19.02.2014
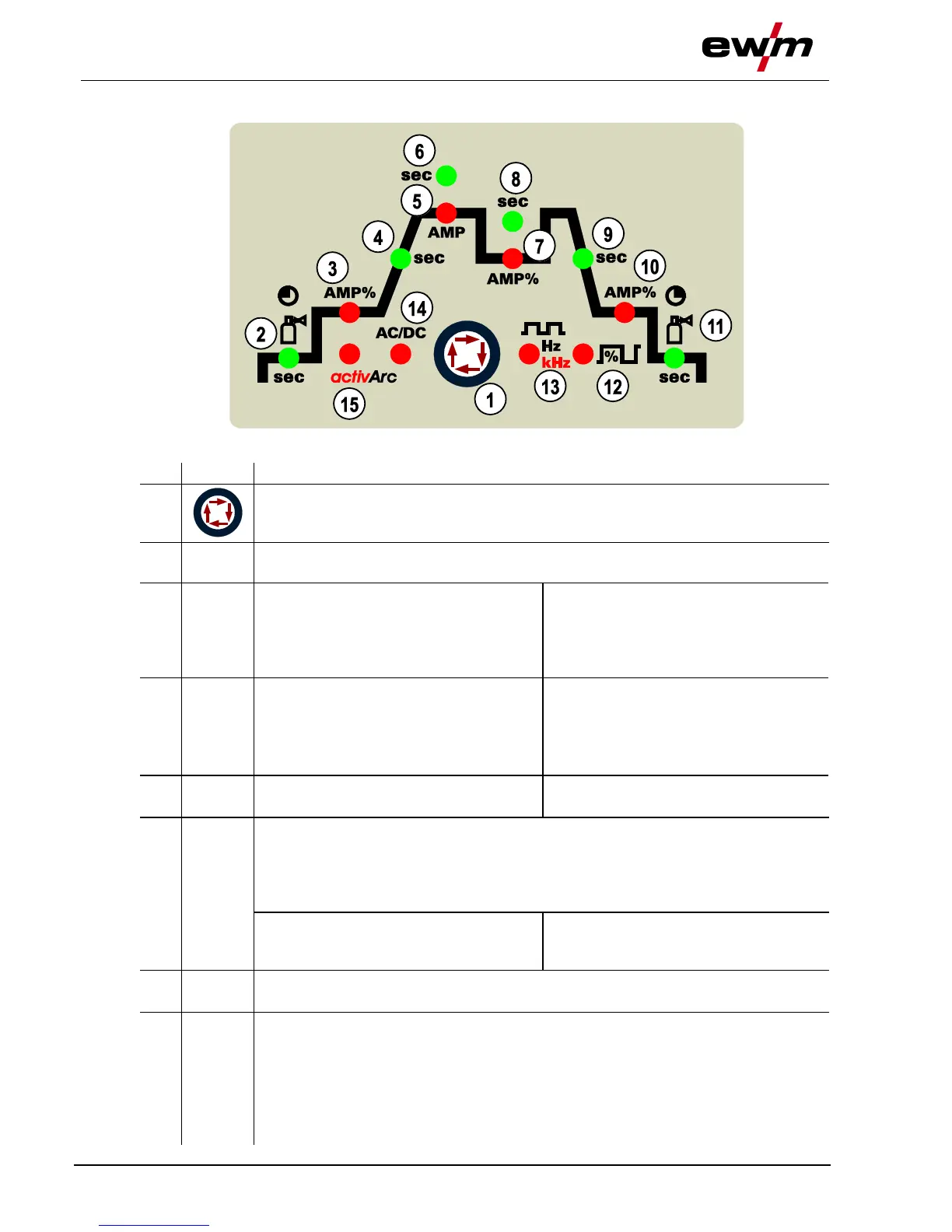
4.3.1 Function sequence
Figure 4-4
Select welding parameters button
This button is used to select the welding parameters depending on the welding process
and operating mode used.
Gas pre-flow time (TIG)
absolute setting range 0.0 sec to 20.0 sec (0.1s increments).
Ignition current (TIG)
Percentage of the main current.
Setting range 1 % to 200 %
(1 % increments). There are no pulses
during the ignition current phase.
Hotstart current (MMA)
Percentage of the main current. Setting
range 1 % to 200 %
(1 % increments).
Up-slope time (TIG)
Setting ranges: 0.00 s to 20.0 s
(0.1 s increments).
The up-slope time can be set separately
for non-latched and latched.
Hotstart time (MMA)
Setting ranges: 0.00 s to 20.0 s
(0.1 s increments).
Main current (TIG) / pulse current
I min to I max (1 A increments)
Main current (MMA)
I min to I max (1 A increments)
Pulse time / slope time from AMP% to AMP
• Pulse time setting range: 0.01 s to 20.0 s
(0.01 s increments < 0.5 s; 0.1 s increments > 0.5 s)
• Slope time (tS2) setting range: 0.0 s to 20.0 s
(see chapter "Pulse variants")
TIG pulses
The pulse time applies to the main current
phase (AMP) for pulses.
TIG AC Special
The pulse time applies to the AC phase for
AC special.
Secondary current (TIG) / pulse pause current
Setting range 1 % to 100 % (1 % increments). Percentage of the main current.
Pulse break time/slope time from AMP to AMP%
• Pulse break setting range: 0.01 sec to 20.0 sec
(0.01 sec increments < 0.5 sec; 0.1 sec increments > 0.5 sec)
• Slope time (tS1) setting range: 0.0 sec to 20.0 sec
(see chapter "Pulse variants").
TIG pulses: The pulse break time applies to the secondary current phase (AMP%)
TIG AC Special: The pulse break time applies to the DC phase with AC special.