TIGHTENING HARDWARE Liquid Fertilizer Applicator A10 / A13 / A18 / A24 Page 73
TIGHTENING HARDWARE
Check the tightness of ALL BOLTS, U-BOLTS, and CAP SCREWS after the first 10-15 hours of
operation and again at end of the first week (50 hours) of operation. Tighten all bolts to torques
specified unless otherwise noted. Check tightness of hardware periodically.
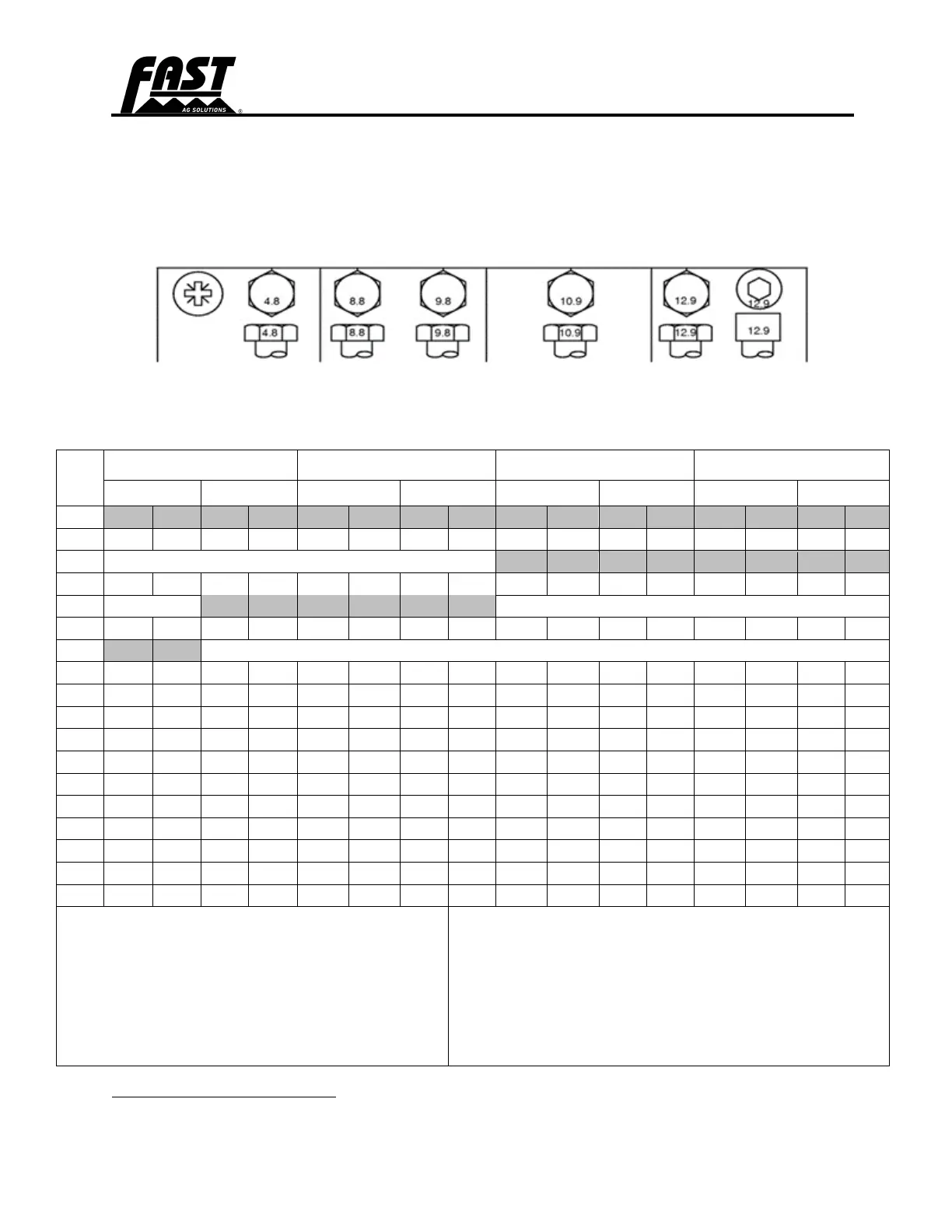
Figure 15: Common metric bolt grade markings
Metric Bolt and Screw Torque Values
Torque values listed are for general use only, based on the
strength of the bolt or screw. DO NOT use these values if a
different torque value or tightening procedure is given for a
specific application. For stainless steel fasteners or for nuts on
U-bolts, see the tightening instructions for the specific
application. Tighten plastic insert or crimped steel type lock
nuts by turning the nut to the dry torque shown in the chart,
unless different instructions are given for the specific
application.
Shear bolts are designed to fail under predetermined loads. Always
replace shear bolts with identical property class. Replace fasteners
with the same or higher property class. If higher property class
fasteners are used, tighten these to the strength of the original. Make
sure fastener threads are clean and that you properly start thread
engagement. When possible, lubricate plain or zinc plated fasteners
other than lock nuts, wheel bolts, or wheel nuts, unless different
instructions are given for the specific application.
“Lubricated” means coated with a lubricant such as engine oil, fasteners with phosphate and oil coatings,
or M20 and larger fasteners with JDM F13C, F13F or F13J zinc flake coating.
“Dry” means plain or zinc plated without any lubrication, or M6 to M18 fasteners with JDM F13B, F13E or
F13H zinc flake coating.