45
EN
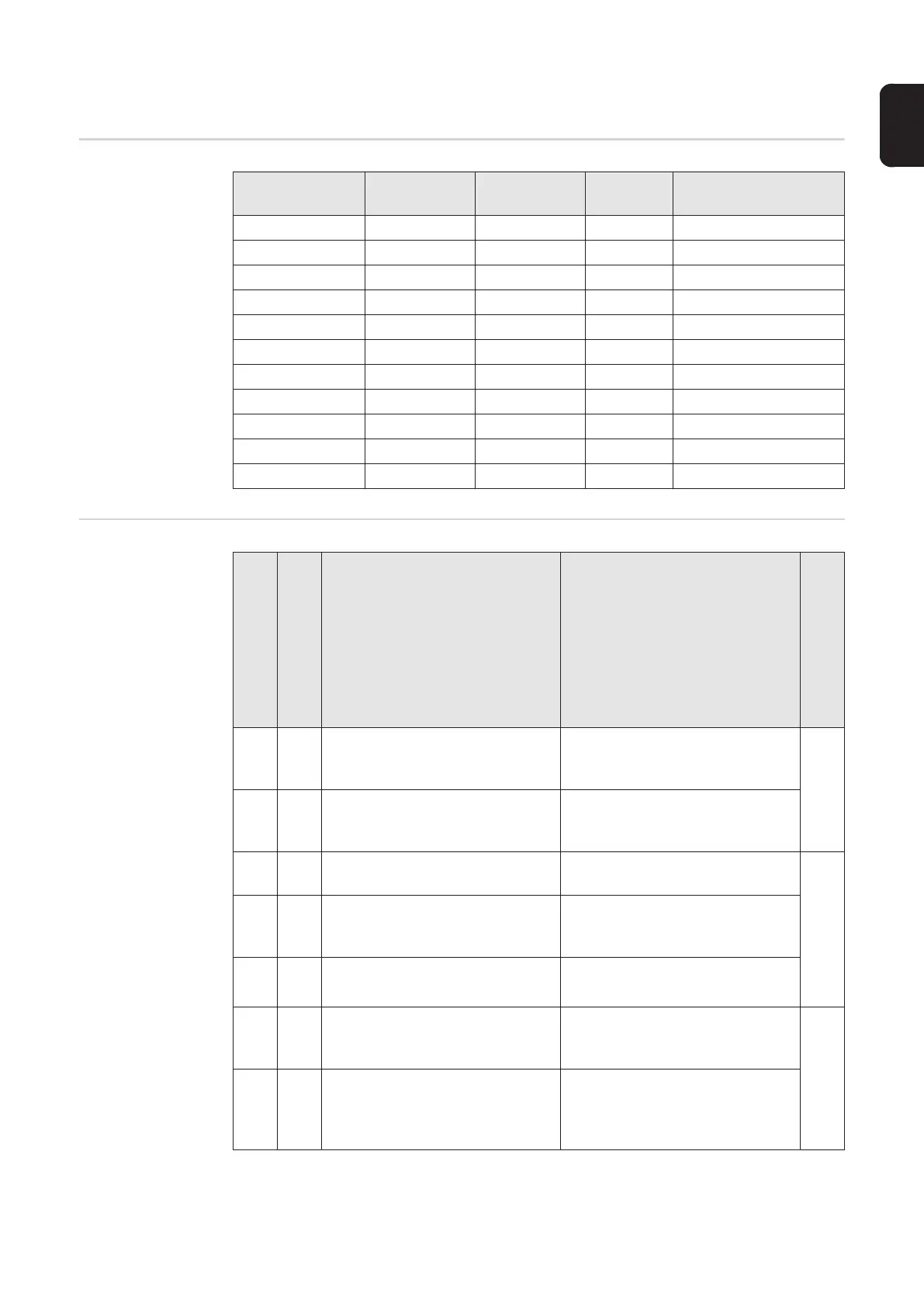
Use 'Speed' configuration
Available charac-
teristics
Description of
characteristics
Characteristic
number
Welding pro-
cess
Material Wire di-
ameter
Shielding gas
1470 Pulse G3Si1 1.0 M21 Ar+18% CO
2
1471 CMT G3Si1 1.0 M21 Ar+18% CO
2
1472 Pulse G3Si1 1.2 M21 Ar+18% CO
2
1473 CMT G3Si1 1.2 M21 Ar+18% CO
2
1479 CMT G3Si1 1.2 M21 Ar+18% CO
2
1500 CMT G3Si1 1.2 C1 100% CO
2
Lead
1501 CMT G3Si1 1.2 C1 100% CO
2
Trail
1510 Pulse AlMg5 1.2 I1 100% Argon
1511 CMT AlMg5 1.2 I1 100% Argon
1522 Pulse AlMg5 1.6 I1 100% Argon
1523 CMT AlMg5 1.6 I1 100% Argon
Characteristic number
Welding process
Weld seam profile
Characteristic
Combination
of characteristics
1470 Puls
e
Lap joint, fillet weld
light-gauge sheet
High frequency pulsed arc; arc
length kept short; optimised for
high welding speeds
1470
Lead
with
1471
Trail
1471 CMT Lap joint, fillet weld
light-gauge sheet
CMT arc length extremely short;
arc burn phase adjusted to pre-
vent notches
1472 Puls
e
Lap joint, fillet weld
light-gauge sheet
High frequency pulsed arc; arc
length kept short
1472
Lead
with
1473
Trail
or
1479
Trail
1473 CMT Lap joint
light-gauge sheet
CMT arc length extremely short;
arc burn phase adjusted to pre-
vent notches
1479 CMT Fillet weld
light-gauge sheet
Longer CMT arc to achieve a wid-
er seam formation for fillet welds
1500 CMT Lap joint
light-gauge sheet
Lead CMT characteristic; starts
welding first; higher arc power; for
welding with 100% CO
2
1500
Lead
with
1501
Trail
1501 CMT Lap joint
light-gauge sheet
Trail CMT characteristic; extreme-
ly short CMT arc length; arc burn
phase adjusted to prevent notch-
es; welding with 100% CO
2