©HBS Bolzenschweiss-Systeme GmbH & Co. KG
All rights reserved – Reprinting, in whole or in part, only with the approval of the manufacturer
44
13 Checking the Quality of the Weld
13 Checking the Quality of the Weld
You can check the quality of the weld by means of a visual inspection and a bending
test.
The number and type or method of the tests to be performed and the acceptance
criteria are dened in respective standards for quality demands.
13.1 Carrying out Visual Inspection
Carry out a visual inspection on all welding elements.
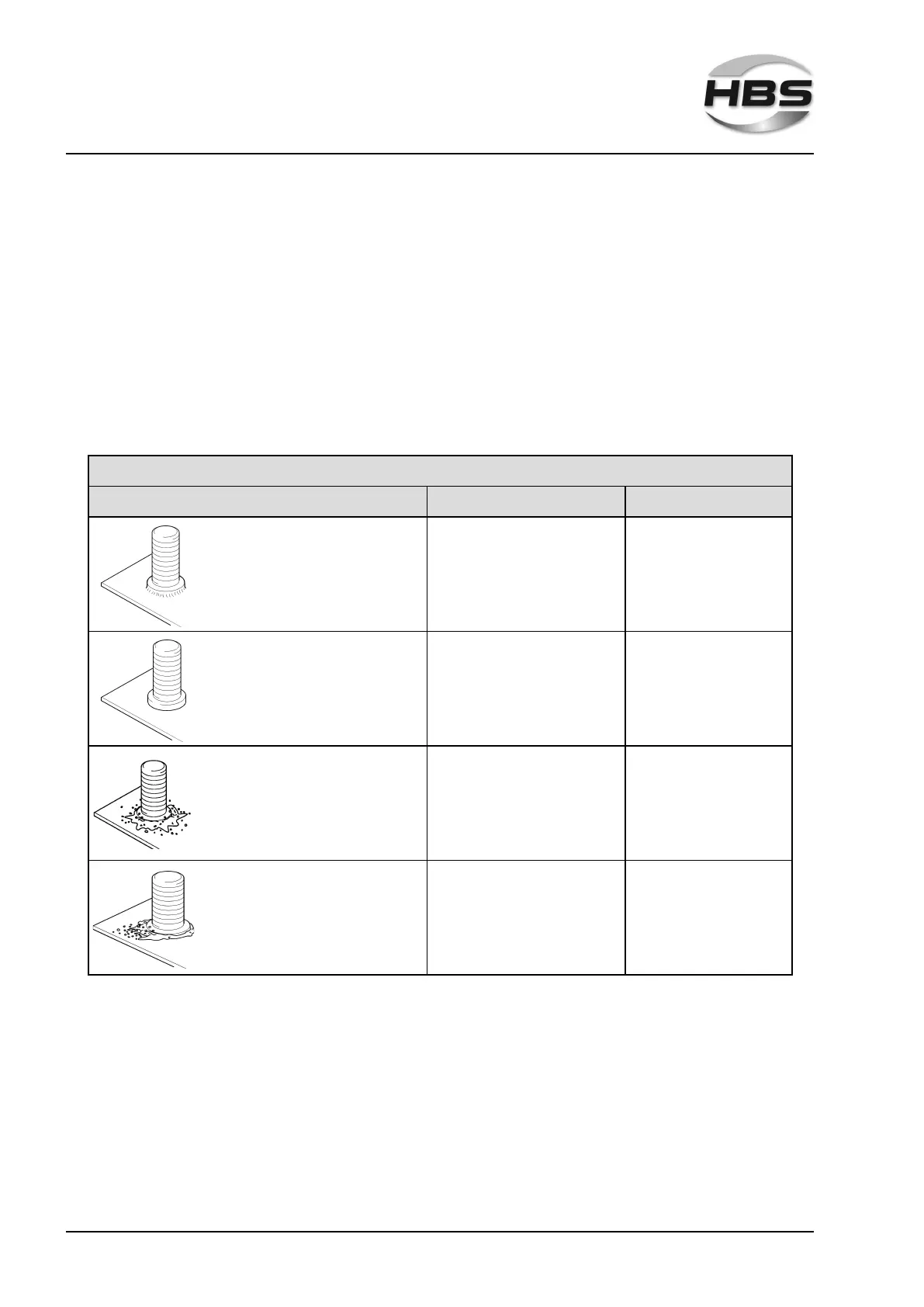
Visual Inspection
Condition Possible cause Corrective actions
Good welded joint
Low spatters around the weld without
outer aws
The weld pool forms a collar around
the ange of about 1 - 1.5 mm
Correct parameters none
Gap between ange and workpiece Weld energy too low Increase weld energy
Plunging speed too low Correct plunging speed
Insufcient support of parent
material
Provide support
Many spatters around the weld Weld energy too high Reduce weld energy
Insufcient plunging speed Increase plunging speed
One-sided weld pool
One-sided spatter collar
Effect of arc blow
Unsymmetric ground connection
Take care for symmetrical
ground connection
Weld pool came out on one side Welding gun put at an angle Put welding gun vertically to
the workpiece