HUST CNC H6D-B3 MANUAL
71
a. Move the X-axis some distance and measure it if correct;If not, please change
the resolution.
b. Y-axis is mainly for checking the MOPM(Machine Opening Position
Module). After traveling some distance, check the value of MOPM if the
same with Y-axis’ coordinate. If not, please change the resolution.
If there is no MOPM, please measure the act. ( Step 3 EX 1 )
(6) Revise the X(L)-axis coordinate:
a. Move the X-axis to the proper position for measuring easily.
b. In the condition that Basic parameter cipher code has been solved, there will
be the『correct』function key.
c. Get in the correction displaying page and input actual measuring value.
d. Press『ENTER』key twice quickly. The X-axis coordinate will change to the
default value automatically.
(7) Check if the setting of MOPM(Machine Opening Position Module) is correct:
Way to ascertain the『D-TYPE』:Increase the value and the opening will
getting small.
Consult the Step 3 EX 2.
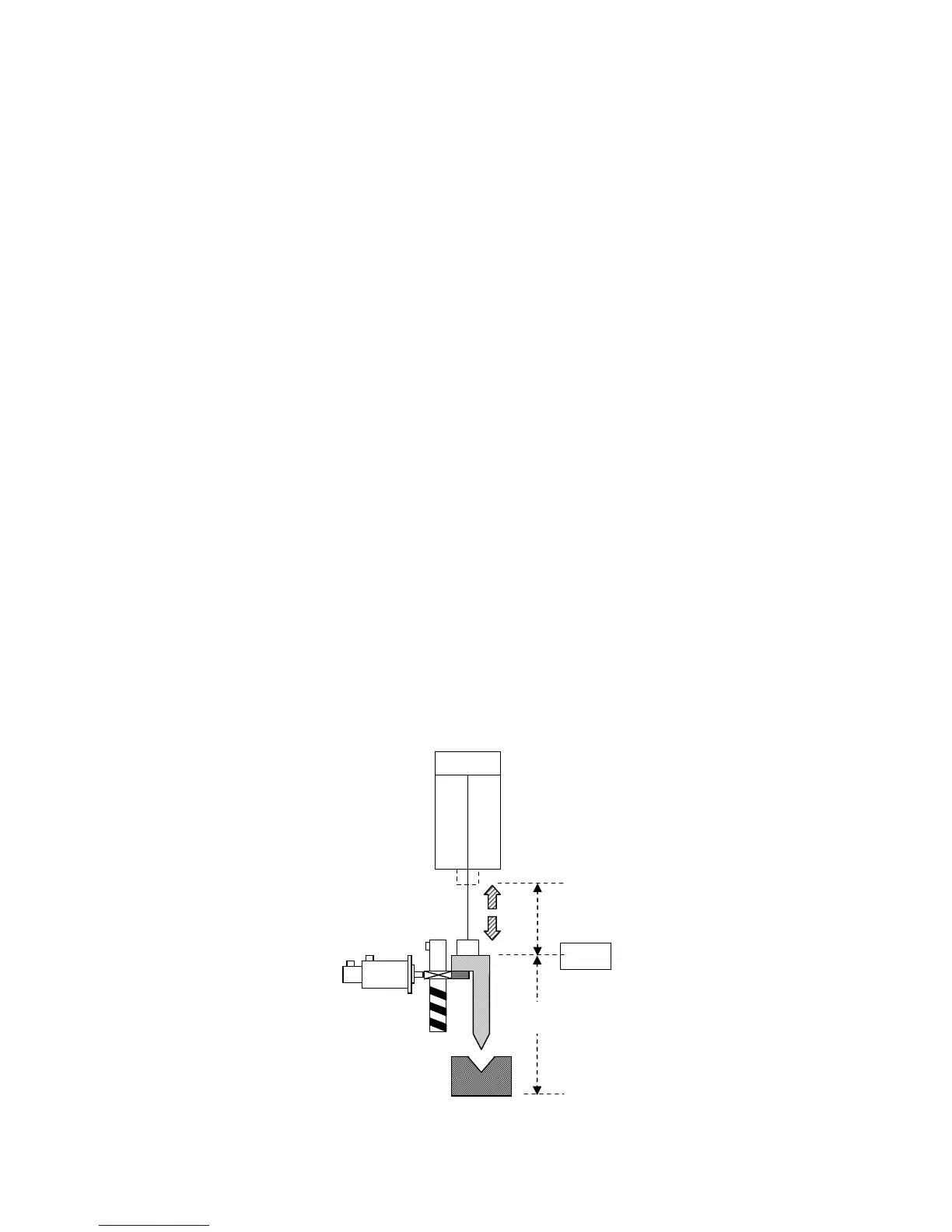
The calculation of Y- opening default = 0 (Parameter page 4)
When the Y(D)-axis has arrived at HOME, the MOPM value = 108.00 and the
Y-Opening default setting = 400.000 (Parameter page 3)
Then let the UP-TOOL go down to the position of STOP POINT slowly. And
measure the distance of machine opening.
400.000-108.000 = 292.000。
Fig 62
400
108
0
292