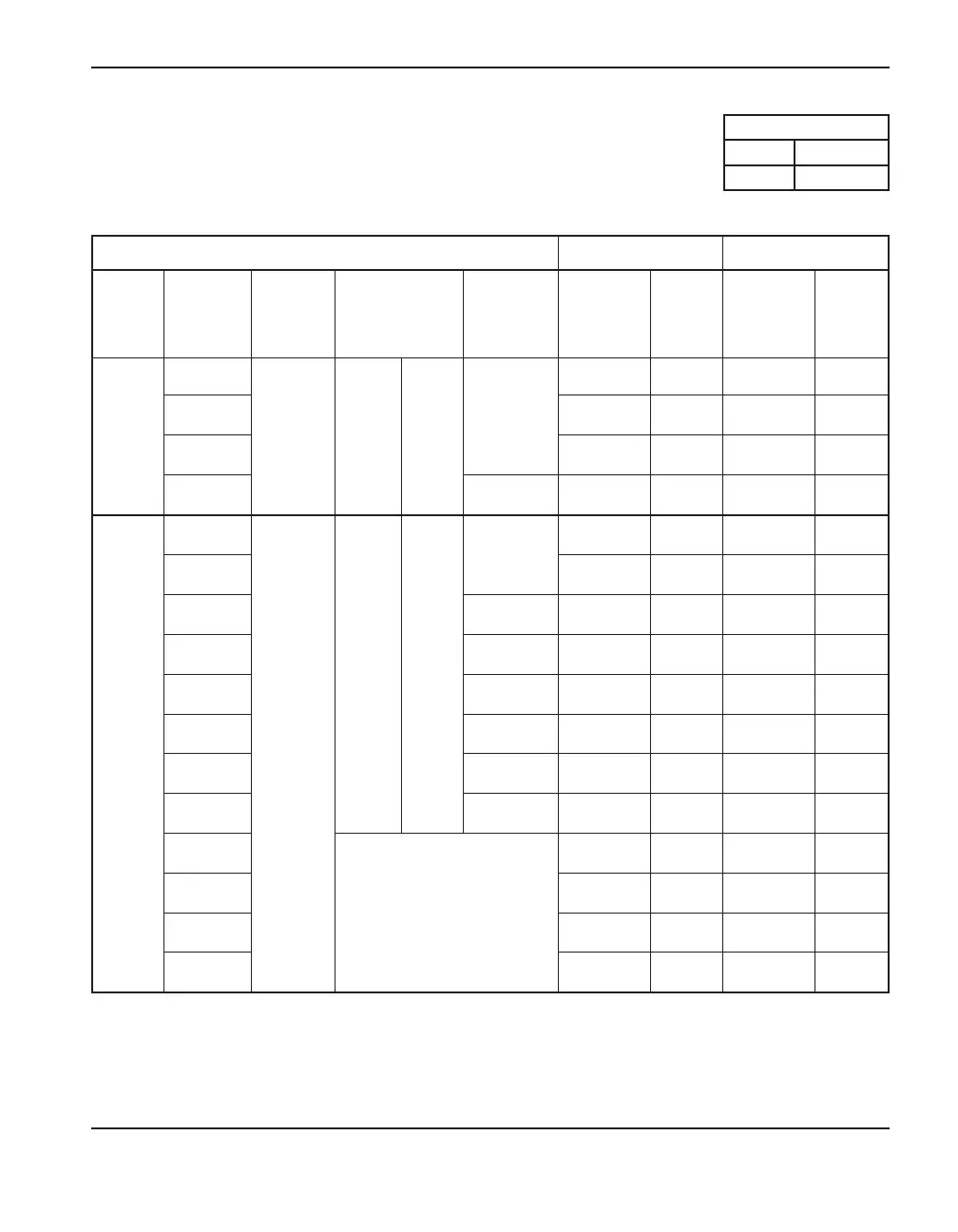
TORCH SETUP
powermax
45
Operator Manual 3-9
Recommended Maximum
Arc
current
(amps)
Material
thickness
(mm)
Torch-
to-work
distance
(mm)
Initial pierce
height
Pierce
time delay
(sec)
Cut
Speed
(mm/min)
Voltage
(V)
Cut
Speed
(mm/min)
Voltage
(V)
30
0.5
1.5 3.8 mm 250%
0.0
9150 117 10160* 118
0.8 8650 116 10160* 117
0.9 8100 115 10160* 117
1.5 0.2 5650 111 7100 115
45
0.9
1.5
3.8 mm 250%
0.0
9652 115 10160* 112
1.5 8890 116 10160* 115
1.9 0.1 7100 117 9144 115
2.7 0.3 4800 117 6096 115
3.4 0.4 3550 117 4445 115
4.8 0.5 2150 118 2794 115
6.4 0.6 1500 120 1905 116
9.5 0.9 810 122 1016 116
12.7
Edge start recommended
510 132 635 125
15.9 280 138 356 127
19.1 200 140 254 131
25.4 100 146 127 142
T45m shielded consumables
Mild steel
Metric
Air flowrate (lpm)
Hot 151
Cold 165.2
*Maximum cut speed is limited by the test table’s maximum speed (10160 mm/min).