Install and Set Up the Plasma Power Supply
Powermax65/85/105 SYNC Operator Manual 810470 59
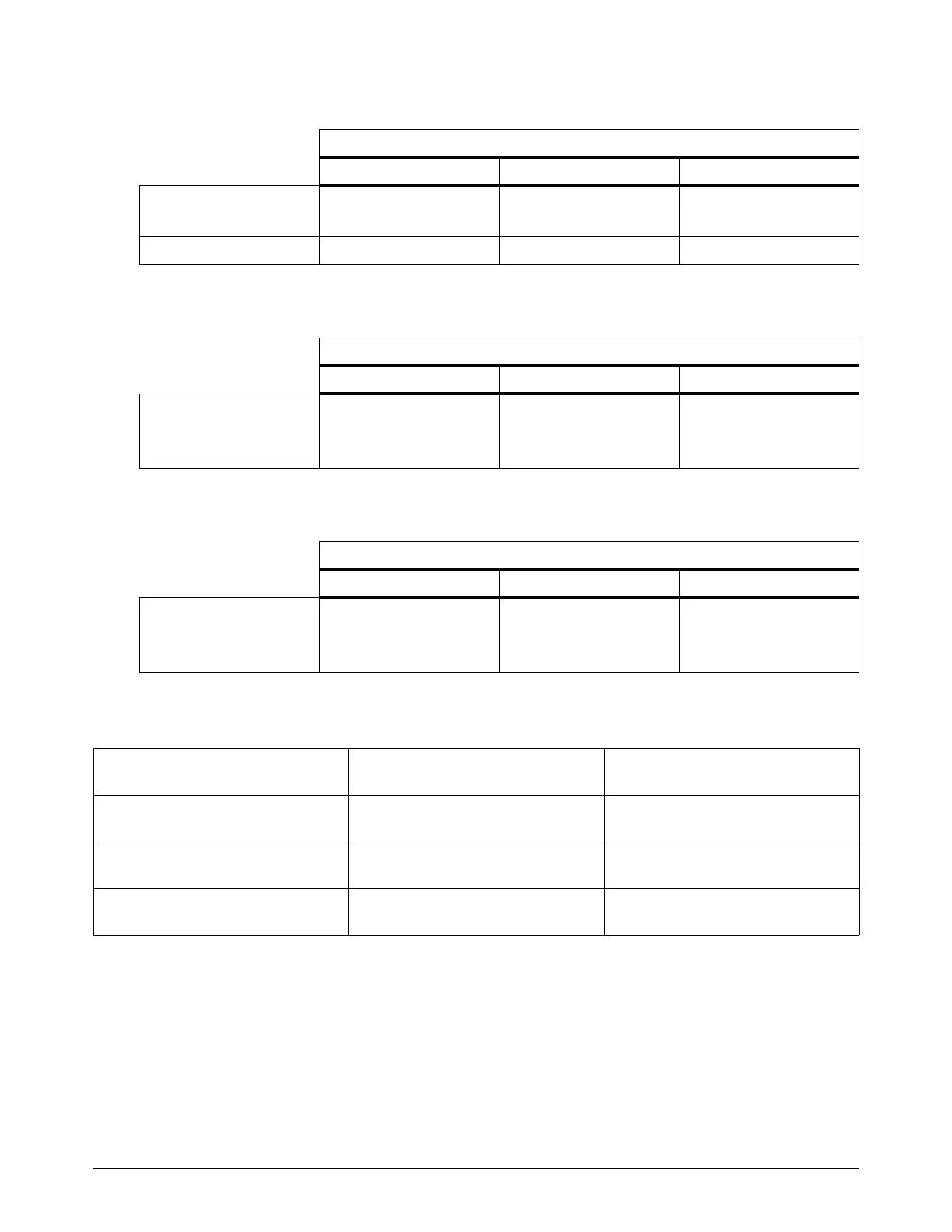
Cutting
Maximum Control gouging
Maximum Removal gouging
Recommended gas inlet flow rates
Refer to the Powermax65/85/105 SYNC Cut Charts Guide (810500MU) for flow rates specific to
each cutting process specified (related to the type of metal, the type of gas, and the output current).
Torch le ad length
7.6 m (25 ft) 15.2 m (50 ft) 22.9 m (75 ft)
Powermax65 SYNC
Powermax85 SYNC
5.2 bar (75 psi) 5.5 bar (80 psi) 5.9 bar (85 psi)
Powermax105 SYNC 5.5 bar (80 psi) 5.9 bar (85 psi) 6.2 bar (90 psi)
Torch le ad length
7.6 m (25 ft) 15 m (50 ft) 23 m (75 ft)
Powermax65 SYNC
Powermax85 SYNC
Powermax105 SYNC
4.1 bar (60 psi) 4.5 bar (65 psi) 4.8 bar (70 psi)
Torch le ad length
7.6 m (25 ft) 15 m (50 ft) 23 m (75 ft)
Powermax65 SYNC
Powermax85 SYNC
Powermax105 SYNC
4.1 bar (60 psi) 4.5 bar (65 psi) 4.8 bar (70 psi)
Process
Powermax65 SYNC and
Powermax85 SYNC
Powermax105 SYNC
Cutting 210 slpm (450 scfh, 7.5 scfm) at a
minimum 5.9 bar (85 psi)
260 slpm (550 scfh, 9.1 scfm) at a
minimum 6.2 bar (90 psi)
Maximum Removal gouging 210 slpm (450 scfh, 7.5 scfm) at a
minimum 4.8 bar (70 psi)
260 slpm (550 scfh, 9.1 scfm) at a
minimum 4.8 bar (70 psi)
Maximum Control gouging 210 slpm (450 scfh, 7.5 scfm) at a
minimum 4.8 bar (70 psi)
260 slpm (550 scfh, 9.1 scfm) at a
minimum 4.8 bar (70 psi)