MasterTig 535ACDC
Operating manual - EN
To adjust parameters:
1. Go to the Start & stop sequence view.
2. Turn the control knob (1) to browse through the parameters.
3. Select a parameter for adjusting by pressing the control knob button (1).
4. Adjust the parameter by turning the control knob (1).
5. Close the parameter setting by pressing the control knob (1).
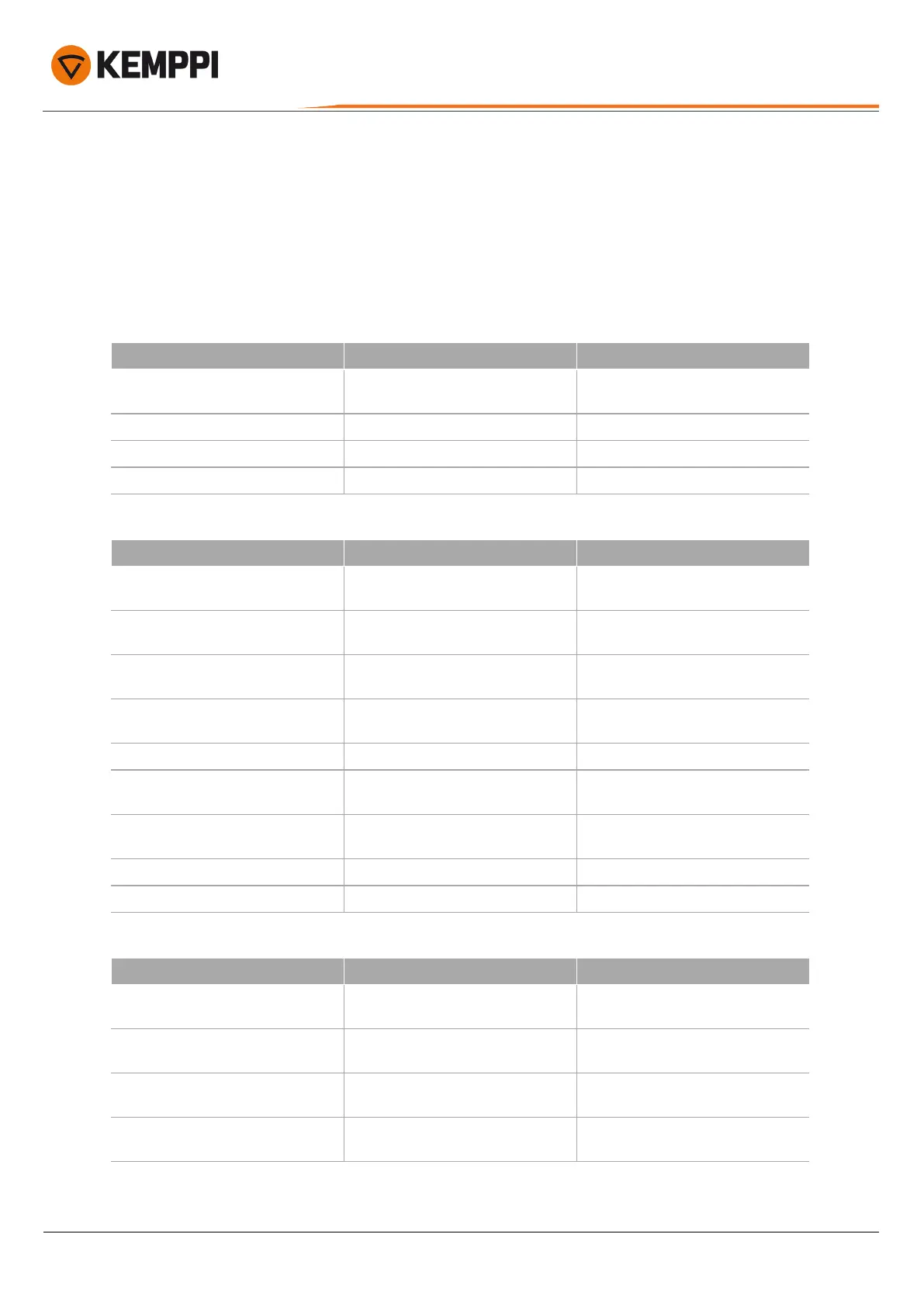
Adjustable parameters in all welding modes:
Parameter Value Note
Trigger logic
2T / 4T / 4T LOG / 4T LOG + Minilog
(Default = 2T)
Welding mode
Continuous / Spot / MicroTack
Welding current
Default = 50 A
Ignition mode
HF (High frequency) / Lift TIG ignition
Adjustable parameters in continuous welding:
Parameter Value Note
Pre gas
0.0 s ... 10.0 s, Auto, step 0.1 s (Default =
Auto)
Search arc
OFF / 5 % ... 90 %, step 1 % (Default =
OFF)
Upslope
OFF / 0.1 s ... 5.0 s, step 0.1 s (Default =
OFF)
Hot start level
-80 % ... 100 %, step 1 % (Default = OFF, 0
%)
Hot start time
0.1 s ... 9.9 s, step 0.1 s (Default = 1.2 s) This is not available with 4T trigger logic.
Minilog level
-99 % ... 125 %, step 1 % (Default = OFF, 0
%)
Downslope
OFF / 0.1 s ... 15.0 s, step 0.1 s (Default =
0.1 s)
Tail arc
OFF / 5 % ... 90 % (Default = OFF)
Post gas
0.0 s ... 30.0 s / Auto, step 0.1 s
Adjustable parameters in spot welding:
Parameter Value Note
Pre gas
0.0 s ... 10.0 s, Auto, step 0.1 s (Default =
Auto)
Upslope
OFF / 0.1 s ... 5.0 s, step 0.1 s (Default =
OFF)
Spot time
0 s ... 10 s, step 0.1 s (Default = 2.0 s)
10 s ... 150.0 s, step 1.0 s
Downslope
OFF / 0.1 s ... 15.0 s, step 0.1 s (Default =
0.1 s)
© Kemppi
40
1921940 / 2140

 Loading...
Loading...


