The optimal depth of the blade when stripping is as deep as possible to the core wire, but in
some cases the blade may damage the core wire. In that case, set the numerical value of
《Blade Move Back》 to open the gap of the blade which once cut in by the numerical value of
the 《Blade Move Back》 and strip.
Appropriate value of 《Blade Move Back》 is:
・1/3 of 《Core Diameter》
・Half of the thickness of the insulation.
Input
3.Next is setting the number of pieces to be processed. Input 《Setting Pieces》 with Ten
keys.
You can set it to 99,999 pieces maximum. At trial processing, 2 or 3 pieces are set up.
Input
The settings of all the processing conditions are completed.
・When a setting is error or you want to change it →
Press the select key again so that you can change it.
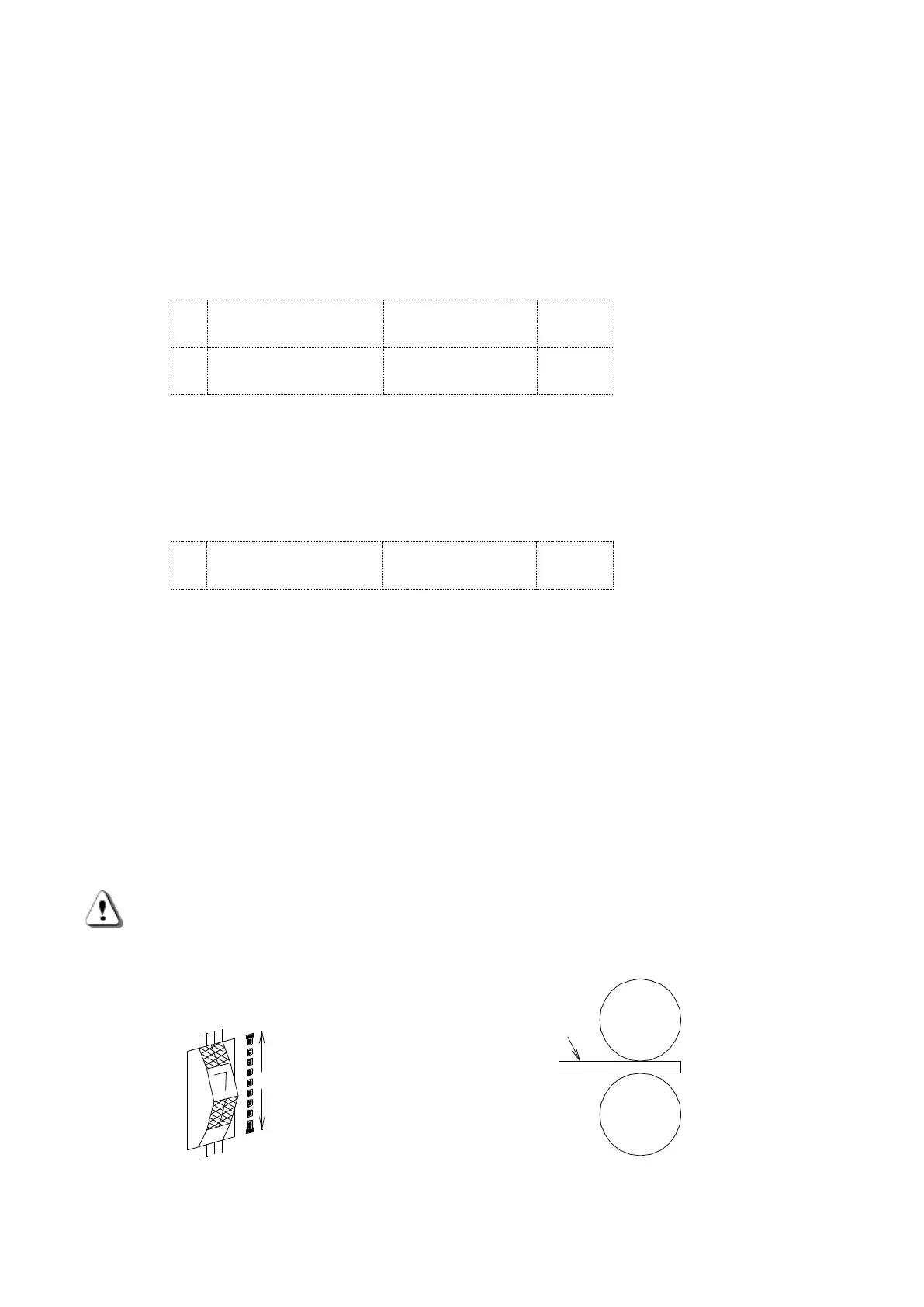
4.Adjustment of the left side roller gap.
①Handling the UP/DOWN knob of the left side roller to grasp the wire intended to be
processed, keep the knob at the
D
(Down) position.
②Turn the roller gap dial on the front mechanical section and adjust the dial to the degrees
that the wire to be processed can’t be pulled out even by hand.
③In general, as a rough guide, turn down the dial to half or 360-degree roll from the position
where the wire sensor lamp is vanished.
Caution・・・The gap should be wider or narrower depending on the kinds of wire.
The gap should be narrow for the soft and easy to clinch insulation, the gap should
be wider for the solid wire insulation.