OM-291417 Page 30
F
Complete Parts List is available at www.MillerWelds.com
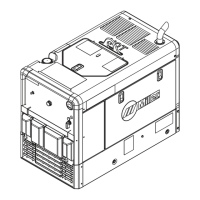
6-2. Fuel/Hour Gauge Descriptions
1 Fuel Gauge Shows fuel level.
2 Low Fuel Warning Flashes when fuel level is low.
3
Hour Display
With engine off and engine control switch in “RUN/IDLE” position, displays engine hours. See Sec-
tion 6-1 for more information.
Oil Change Interval
With engine off and engine control switch in “RUN” position, displays remaining hours to next oil
change.
Past due will display negative hours to –99.
4 Oil Change Indicator
Flashes when oil change is due.
To Reset: While engine is off, toggle engine control switch between “RUN/IDLE” and “RUN” posi-
tions three times within 5 seconds.
5 Fault Indicator Illuminates if error is present. See Section Fault Indicator if illuminated.
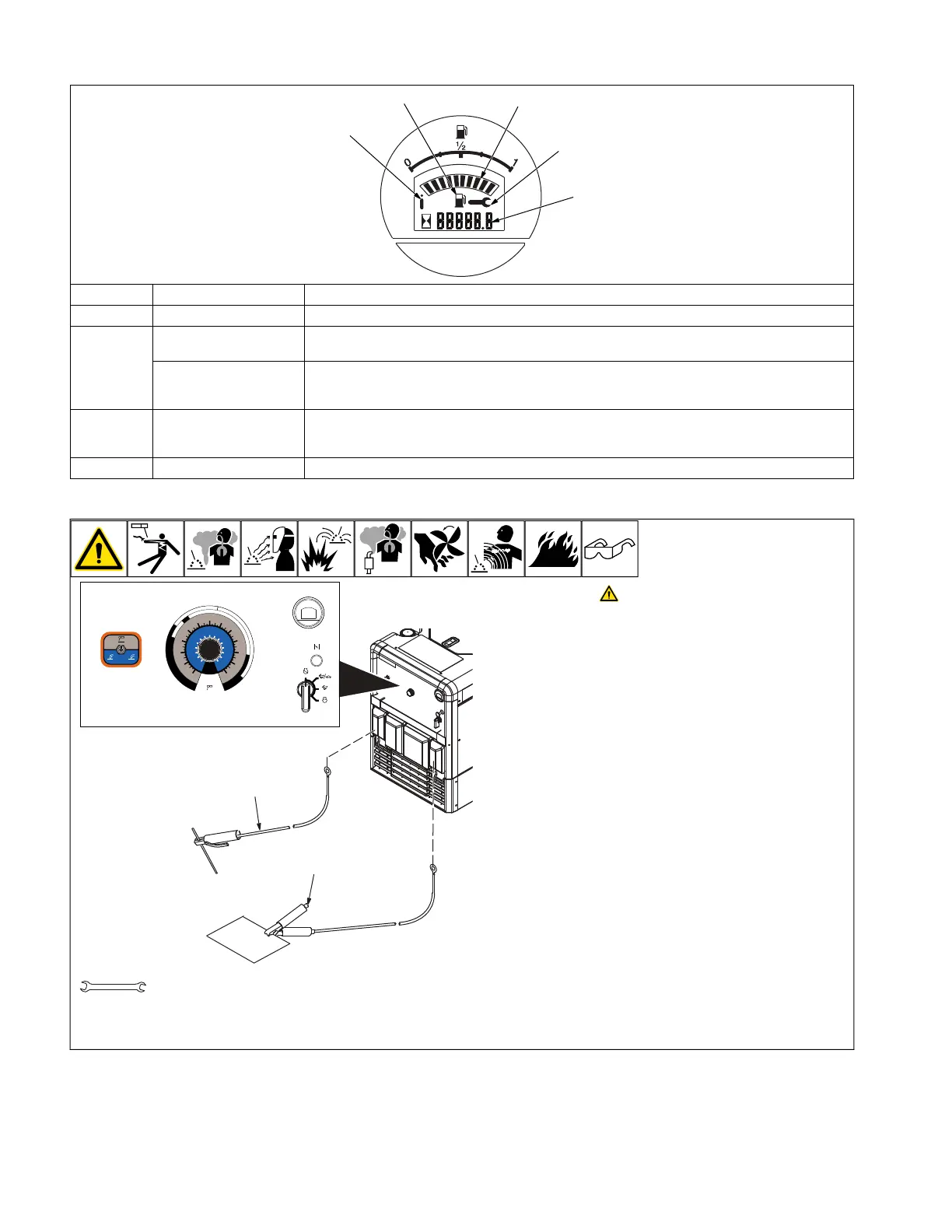
6-3. Typical Stick Welding Connections And Control Settings
2
1
CV
STICK
GAS NO GAS
CC – DCEP
DCEP DCEN
1/8
"
3/32
"
5/32"
20
40
60
80
100
120
140
160
180
260
30
50
70
90
110
130
150
170
190
14
20
21
22
23
24
25
26
27
28
15
16
17
18
19
200
210
220
230
240
250
3/16"
V
A
ELECTRODE
SIZE
265
CHOKE
OFF
RUN
RUN/IDLE
START
OM-222 Page 1
allen_wrench
NGO’s
tools/
flathead philips head wrench
pliers
knife
heavy-duty workclamp light-duty workclamp wirecutter frontcutter
allen_set
needlenose
steelbrush nutdriver
chippinghammer
solderiron
stripcrimp
drill
torque wrench
socket wrench
hammer awl file
crimper
paintbrush
feelergauge flashlight ruler
toothbrush
greasegun
qtip (swab)
vicegrip
handream
punch
filterwrench
strapwrench
airgun
solvent pinextractor eprompuller pipewrench
torque screwdriver
crescent wrench
3/4 in.
Stop engine.
F
This section provides general guide-
lines and may not suit all applications.
F
Consult the amperage selection tables
in Section Electrode And Amperage
Selection Chart for general guidance
1 Work Clamp
2 Electrode Holder
Connect Work cable to Negative terminal
and Electrode holder cable to Positive termi-
nal on welding generator.
F
Be sure to use the correct size weld ca-
bles (see Section 5-9).
Typical Settings For 7018 (1/8 in.)
Electrode:
l Set weld process selector switch to
STICK position.
l Adjust welding output between 90 and
135 amps.
F
Miller recommends Hobart filler metals.
 Loading...
Loading...