OM-4436 Page 49
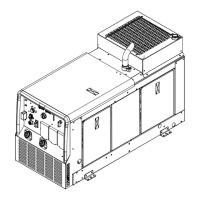
13-13. Weld Test
S-0057-B
1 Vise
2 Weld Joint
3 Hammer
Strike weld joint in direction shown.
A good weld bends over but does
not break.
2 To 3 in
1/4 in
3
2
1
2 To 3 in
3
2
1
(51-76 mm)
(6.4 mm)
(51-76 mm)
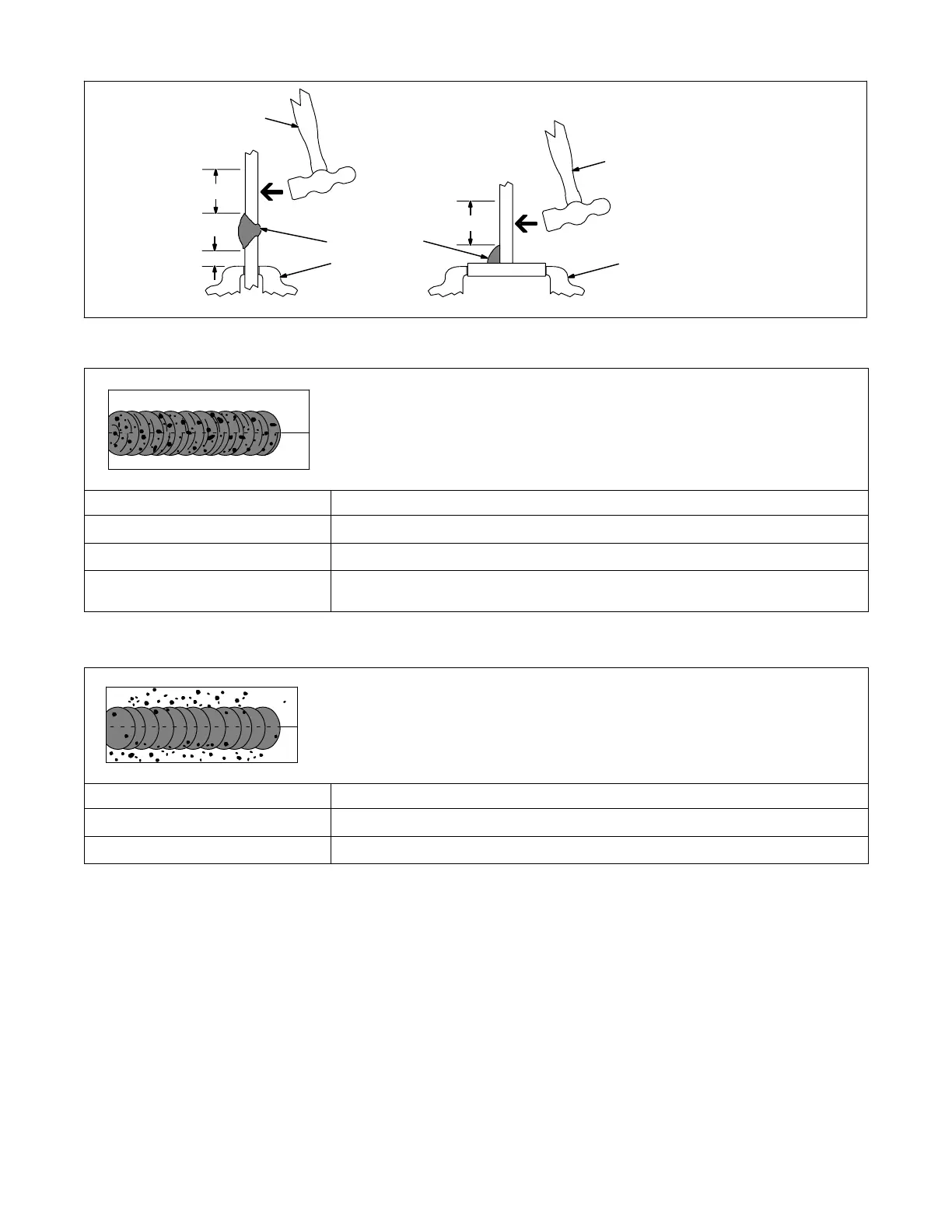
13-14. Troubleshooting − Porosity
Porosity − small cavities or holes resulting from gas
pockets in weld metal.
Possible Causes Corrective Actions
Arc length too long. Reduce arc length.
Damp electrode. Use dry electrode.
Workpiece dirty. Remove all grease, oil, moisture, rust, paint, coatings, slag, and dirt from work surface before
welding.
13-15. Troubleshooting − Excessive Spatter
Excessive Spatter − scattering of molten metal particles
that cool to solid form near weld bead.
Possible Causes Corrective Actions
Amperage too high for electrode. Decrease amperage or select larger electrode.
Arc length too long or voltage too high. Reduce arc length or voltage.

 Loading...
Loading...