OM-258 035 Page 18
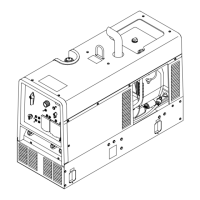
5-4. TIG Lift-Arct DCEN (Direct Current Electrode Negative) Connections
258 647-A
1 Positive (+) Weld Output
Terminal
Connect work lead to positive weld
output terminal.
2 Negative (−) Weld Output
Terminal
Connect TIG torch to negative weld
output terminal.
3 Gas Cylinder
4 Cylinder Valve
Open valve slightly so gas flow
blows dirt from valve. Close valve.
5 Regulator/Flowmeter
6 Flow Adjust
Typical flow rate is 15 cubic feet per
hour (7.1 liters per minute).
Connect torch gas hose to
regulator/flowmeter.
7 Gas Valve
Valve controls gas preflow and
postflow. Open valve on torch just
before welding.
Tools Needed:
3
4
11/16 in., 1-1/8 in., (21 mm)
5
6
2
1
7
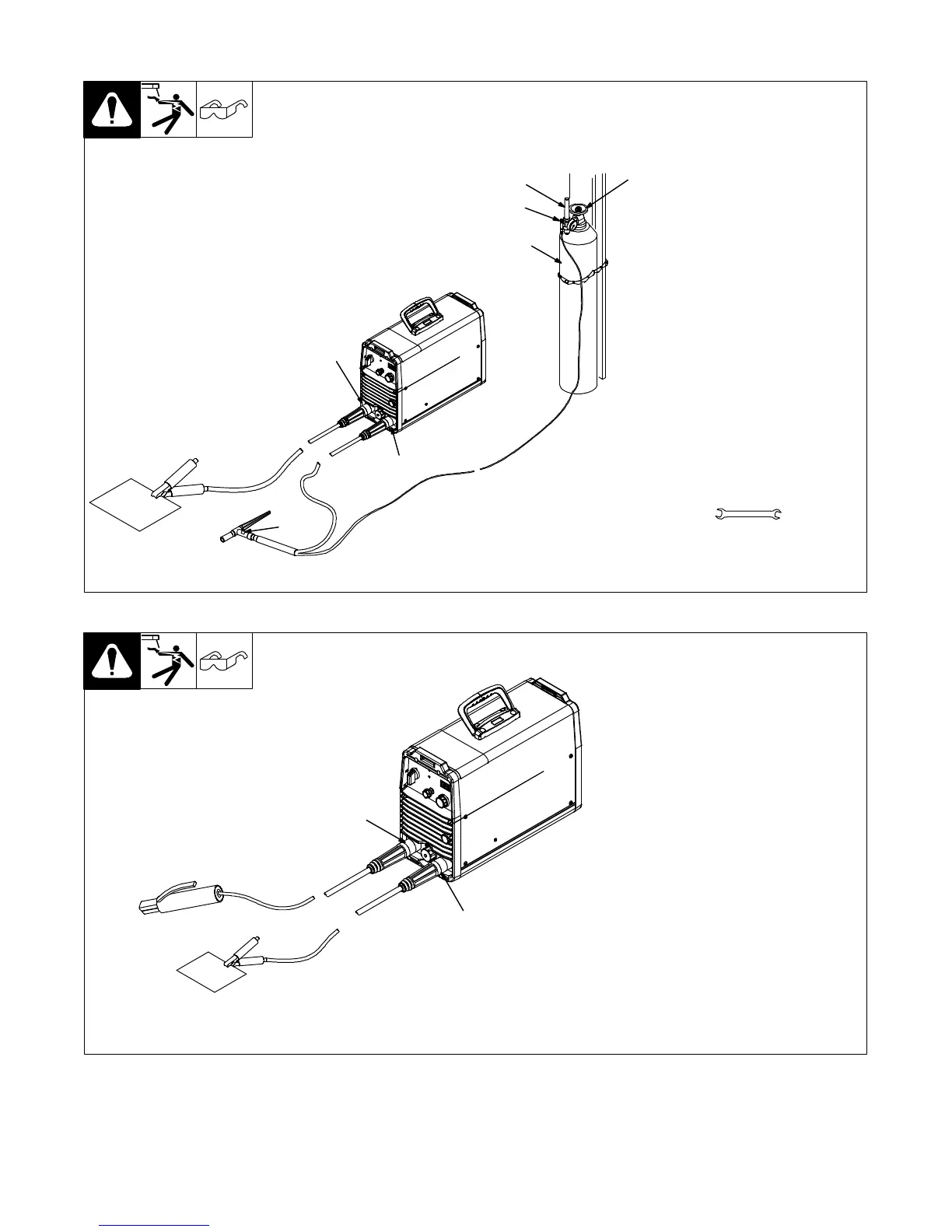
5-5. Stick DCEP (Direct Current Electrode Positive) Connections
258 648-A
1 Negative (−) Weld Output
Terminal
Connect work lead to negative weld
output terminal.
2 Positive (+) Weld Output
Terminal
Connect electrode holder to
positive weld output terminal.
2
1