OM-356 Page 37
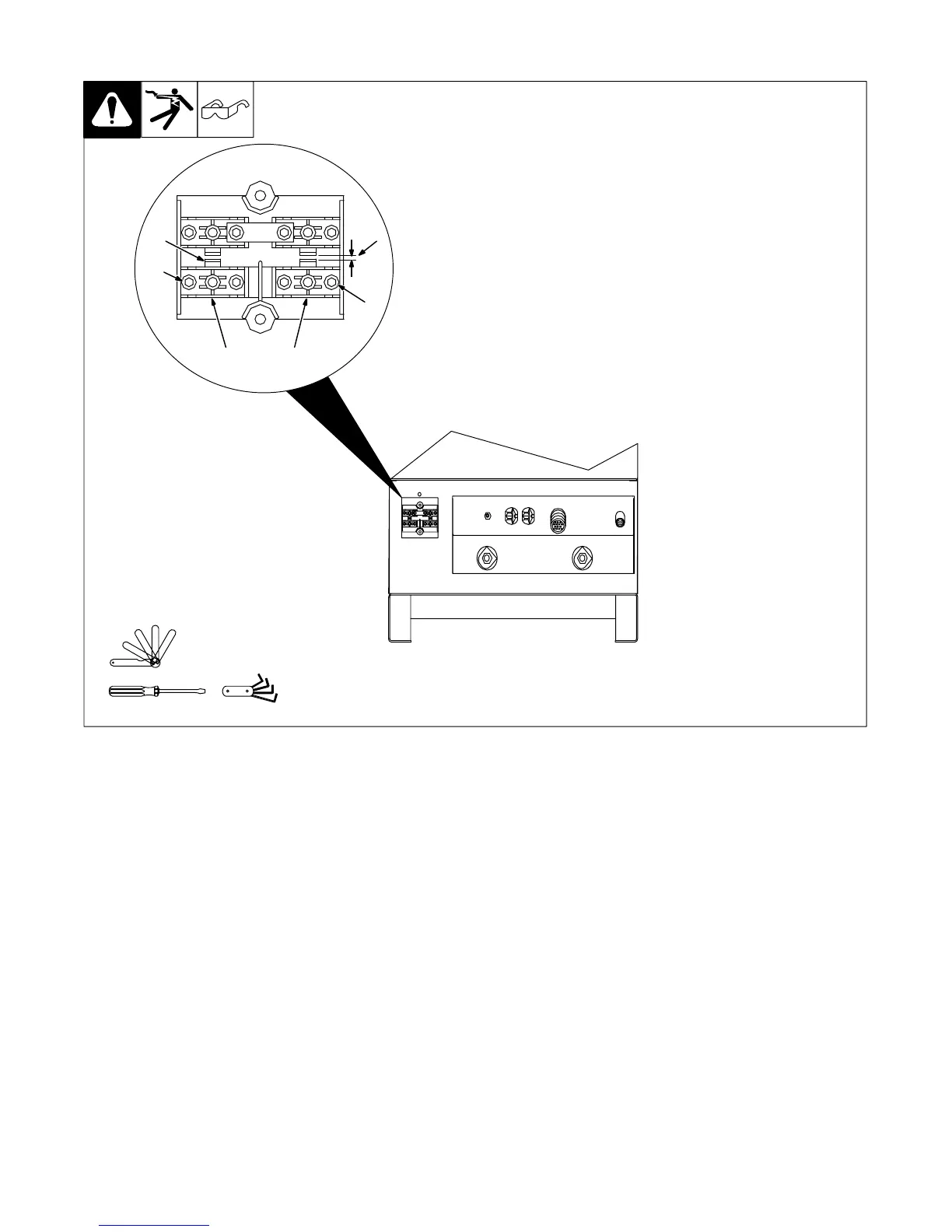
6-3. Adjusting Spark Gaps
Ref. ST-801 972-C
Y Turn off welding power
source and disconnect and
lockout/tagout input power
before adjusting spark gaps.
Open access door.
1 Tungsten End Of Point
Replace point if tungsten end dis-
appears; do not clean or dress
tungsten.
2 Spark Gap
Normal spark gap is 0.012 in (0.305
mm).
If adjustment is needed, proceed as
follows:
3 Adjustment Screws
Loosen screws. Place gauge of
proper thickness in spark gap.
4 Pressure Point
Apply slight pressure at point until
gauge is held firmly in gap. Tighten
screws to 12 in/lbs torque (overtigh-
tening will deform plastic base). Ad-
just other gap.
Reinstall access door.
Tools Needed:
5/32 in
0.012 in (0.305 mm)
1
4
3
4
3
2