Les deux paramètres ajoutent du
texte à stocker en mémoire dans
chaque soudage. Leurs valeurs
apparaîtront dans les rapports de
soudage.
Utilisez les boutons ▲ et ▼ pour
modifier la valeur du chiffre et le
bouton OK ► pour passer au
chiffre suivant.
Maintenez OK ►bouton pour
enregistrer ou passer au dernier
chiffre et appuyez sur OK ►
Il permet de configurer certains
paramètres spécifiques via des
nombres à 4 chiffres (codes).
Utilisez les boutons ▲ et ▼ pour
modifier la valeur du chiffre et le
bouton OK ► pour passer au
chiffre suivant.
Les codes disponibles pour
l'utilisateur se trouvent en page 35.
SOUDER AVEC LECTEUR SCANNER
Connectez le lecteur BARCODE et
sélectionnez « LIRE BARCODE »
1. Lisez le code-barres de
soudage
Maintenez la gâchette enfoncée
et assurez-vous que le faisceau
LASER pointe vers le code à barres
de soudage.
Paramètres affichés :
Type de manchon par ex. I CPL PI
Tension et temps, par ex. 39.5V
100s
Diamètre par ex. 32 mm
Temps de refroidissement CT par
ex. 10 minutes
Remarque : En cas de panne du
lecteur de codes-barres, vous
pouvez toujours définir les
paramètres de soudage
manuellement (ci-dessous).
Appuyez sur OK ► pour continuer.
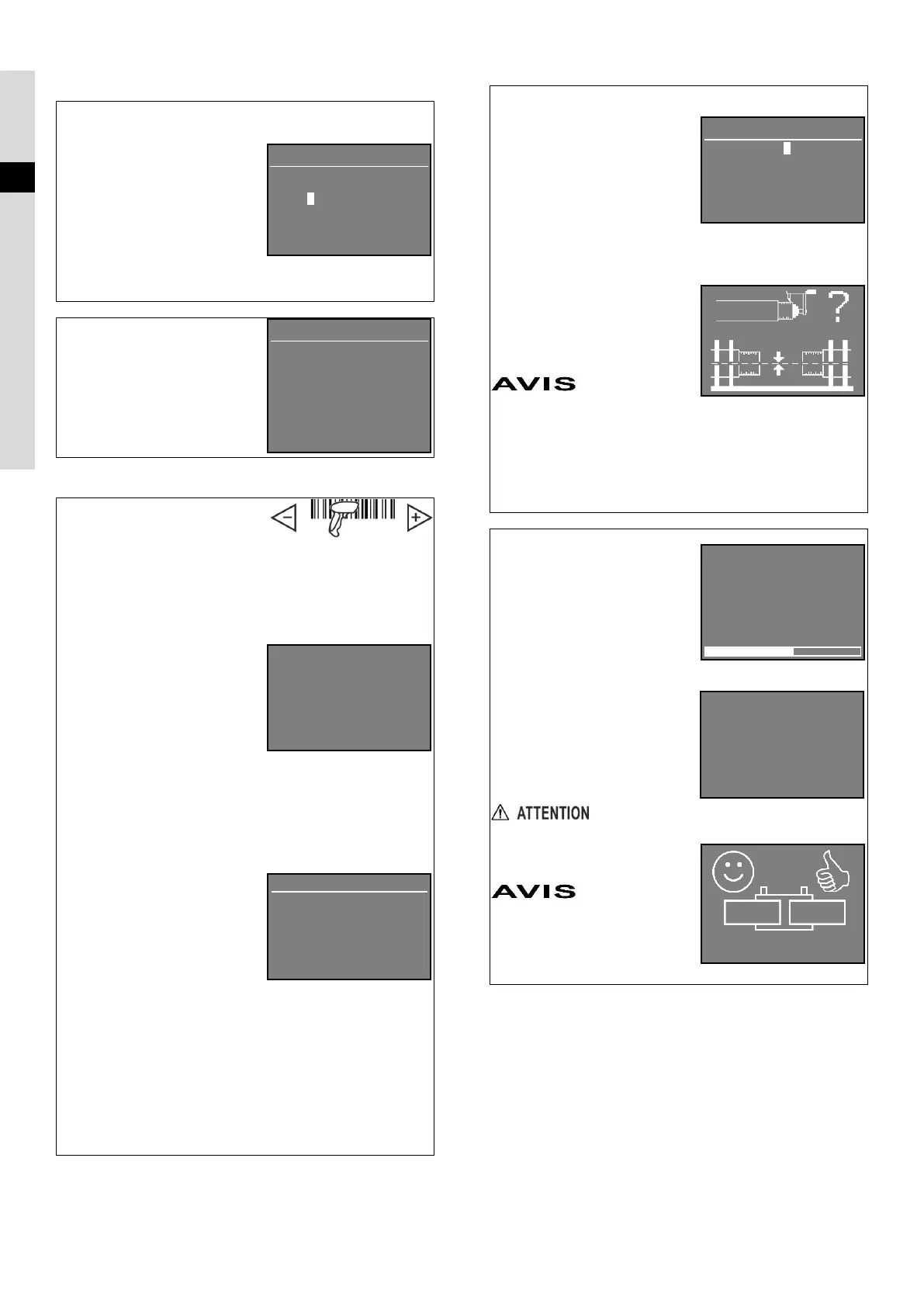
2. Lire le code-barres de
traçabilité
Si l'option Traçabilité est activée,
l'Elektra vous invite à lire les codes-
barres de traçabilité.
Remarque: les codes-barres de
traçabilité sont jusqu'à 3, soit 1
manchon et 2 tuyaux.
Pour ignorer un code-barres de
traçabilité, appuyez sur le bouton
OK ►.
Maintenez la gâchette enfoncée
et assurez-vous que le faisceau
LASER pointe vers le code à barres
de traçabilité.
Les données principales du code à
barres seront présentées comme
dans l'exemple à droite.
Appuyez sur OK ► pour continuer.
3. Ajoutez une Remarque
Si l'option Note est activée, l'Elektra
vous invite à saisir du texte.
Utilisez les boutons ▲ et ▼ pour
modifier la valeur du chiffre et le
bouton OK ► pour passer au
chiffre suivant.
Maintenez OK ►bouton pour
enregistrer ou passer au dernier
chiffre et appuyez sur OK ►
4. Raclage et Alignment
Les images sur le côté droit
rappellent le raclage et
l'alignement des tuyaux requis
avant le soudage (en page 32).
Un mauvais
raclage et un mauvais alignement
peuvent compromettre la qualité
du joint soudé même si le
processus de soudage a été
effectué correctement.
Appuyez sur OK ► pour démarrer
le soudage.
5. Soudage
La phase de chauffage démarre.
L'écran affichera le compte à
rebours jusqu'à la fin du processus
de soudage.
6. Refroidissement
Une fois la phase de chauffage
terminée, l'écran affiche l'état de
refroidissement.
Lorsque le compte à rebours du
refroidissement est terminé,
l'Elektra émet un bip.
Les câbles peuvent être
déconnectés et l'Elektra éteinte.
ne bougez pas
et ne forcez pas le joint pendant
la phase de refroidissement.
Attendez que le temps de
refroidissement soit écoulé.
l'Elektra
n'effectue pas de test de fuite sur
le joint soudé. L'Elektra montre
seulement que toutes les phases
de soudage ont été
correctement accomplies.
TEXTE.
_ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _
32 mm SDR: 11
32mm
PE100 MFR not spec.
39.5V 100s
32mm
[CT] 10 min
TEXT TO STORE
_ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _