4
08/2005 Creating a ShopTurn Program
4.2 Bases
4
♥ Siemens AG, 2005. All rights reserved
SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition 4-127
Z
X
Y
F
a
c
e
T
u
r
n
i
n
g
P
e
r
i
p
h
e
r
a
l
s
u
e
r
f
a
c
e
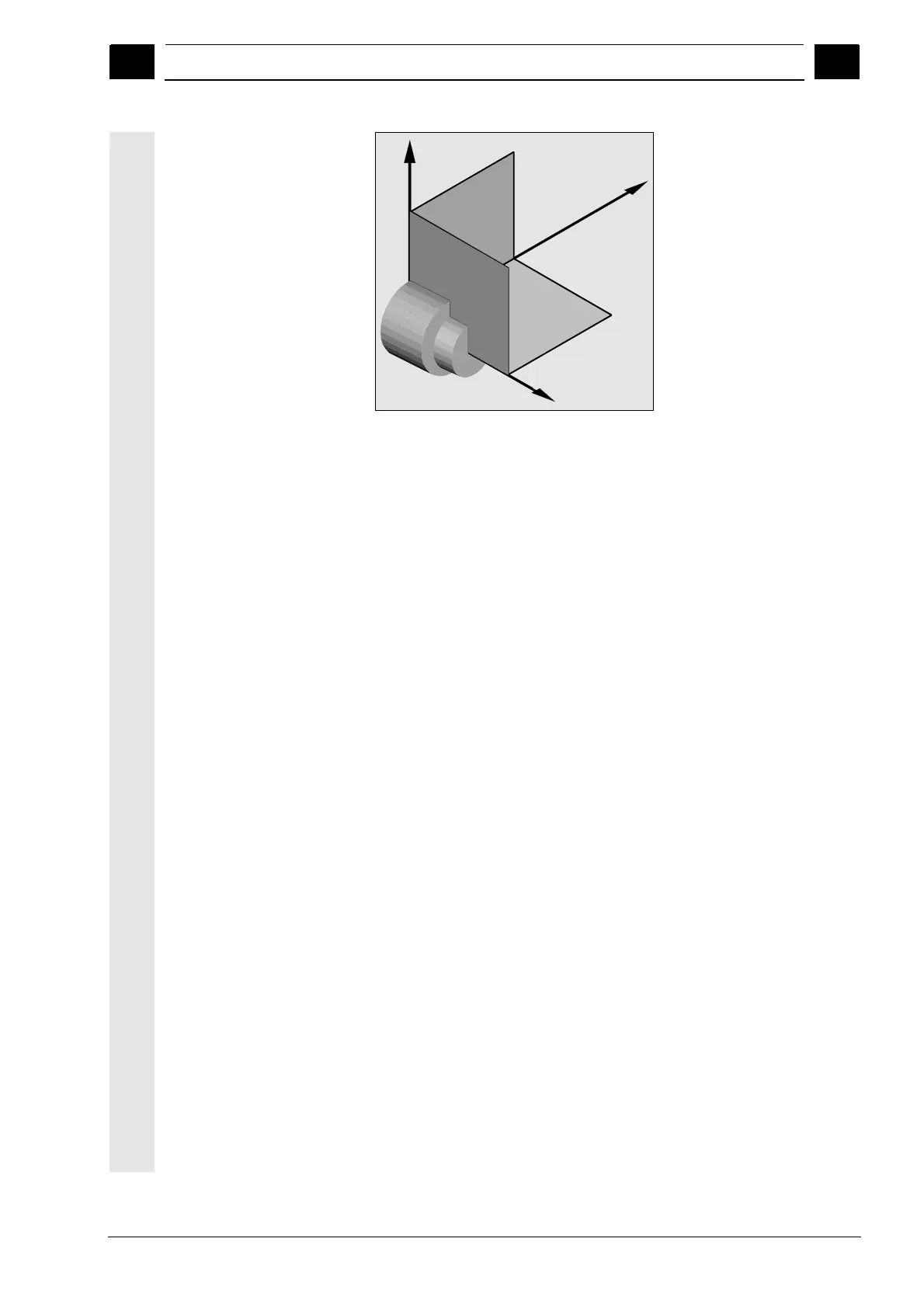
Machining planes
Turning
The Turning machining plane corresponds to the Z/X-plane (G18).
Front/Front C
The machining plane Front/Front C corresponds to the X/Y plane
(G17).
For machines without a Y-axis, the tools can only move in the Z/X
plane. ShopTurn therefore automatically transforms the X/Y
coordinates you entered into a movement in the X and C axis.
When drilling and milling, you can use the front surface machining with
a C-axis when you want to mill a pocket on the front surface, for
example. In doing this, you can choose between the forward or rear
front surface.
Peripheral/Peripheral C
The machining plane Peripheral/Peripheral C corresponds to the Y/Z
plane (G19). For machines without a Y-axis, the tools can only move
in the Z/X plane. ShopTurn therefore automatically transforms the Y/Z
coordinates you entered into a movement in the C and Z axis.
When drilling and milling, you can use the peripheral surface
machining with a C-axis when you want to mill a groove with constant
depth on the peripheral surface, for example. In doing this, you can
choose between the inner or outer surface.
Front Y
The machining plane Front Y corresponds to the X/Y plane (G17).
When drilling and milling, you can use the front surface machining with
a Y-axis when you want to mill a pocket on the front surface, for
example. In doing this, you can choose between the forward or rear
front surface.
Peripheral Y
The machining plane Peripheral Y corresponds to the Y/Z plane
(G19).
When drilling and milling, you can use the peripheral surface
machining with a Y-axis when you want to mill a pocket with a level
bottom on the peripheral or to create drill-holes that do not point to the
center. In doing this, you can choose between the inner or outer
surface.
 Loading...
Loading...

















