4
Creating a ShopTurn Program 08/2005
4.2 Bases
4
♥ Siemens AG, 2005. All rights reserved
4-132 SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition
4.2.4 Polar coordinates
You can specify positions using right-angled coordinates or polar
coordinates.
If a point in a workpiece drawing is defined by a value for each
coordinate axis, you can easily input the position into the parameter
screen form using right-angled coordinates. For workpieces that are
dimensioned with arcs or angular data, it is often easier if you input
the positions using polar coordinates.
You can only program polar coordinates for the functions "Straight
circle" and "Contour milling".
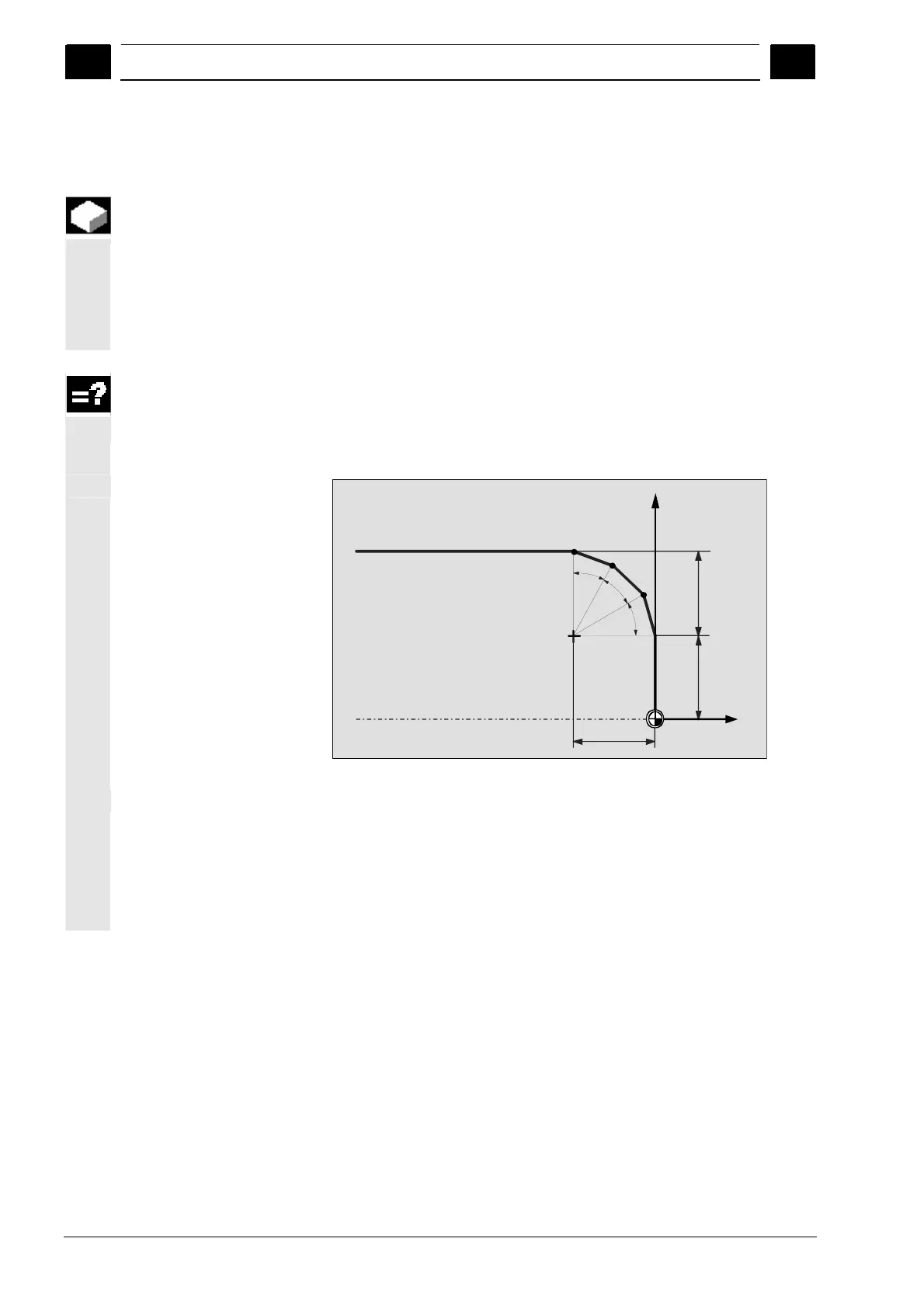
The point from which the dimensioning starts in polar coordinates is
called the "pole".
Pole
X
Z
P1
P2
P3
30
30
30
30°
30°
30°
Polar coordinates
The position specifications for the pole and points P1 to P3 in polar
coordinates are:
Pole:
X30 Z30 (relative to the zero-point)
P1:
L30 α30° (relative to the pole)
P2:
L30 α60° (relative to the pole)
P3:
L30 α90° (relative to the pole)
 Loading...
Loading...

















