2
08/2005 Setting Up the Machine
2.8 Manual mode
2
♥ Siemens AG, 2005. All rights reserved
SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition 2-83
Cycle Start
Press the "Cycle Start" key.
The "Stock removal" cycle is started.
You can return to the parameter screen form at any time to check and
correct the inputs.
Press the "Cursor right" key to jump back to the input screen form.
Parameter Description Unit
F, S, V See Sec. "Creating program blocks".
In the left input field of the parameter spindle, you can choose between the main
spindle (S1) and a counter spindle (S3). In the right input field, enter the spindle
speed or the cutting speed.
Machining
type
Roughing
Finishing
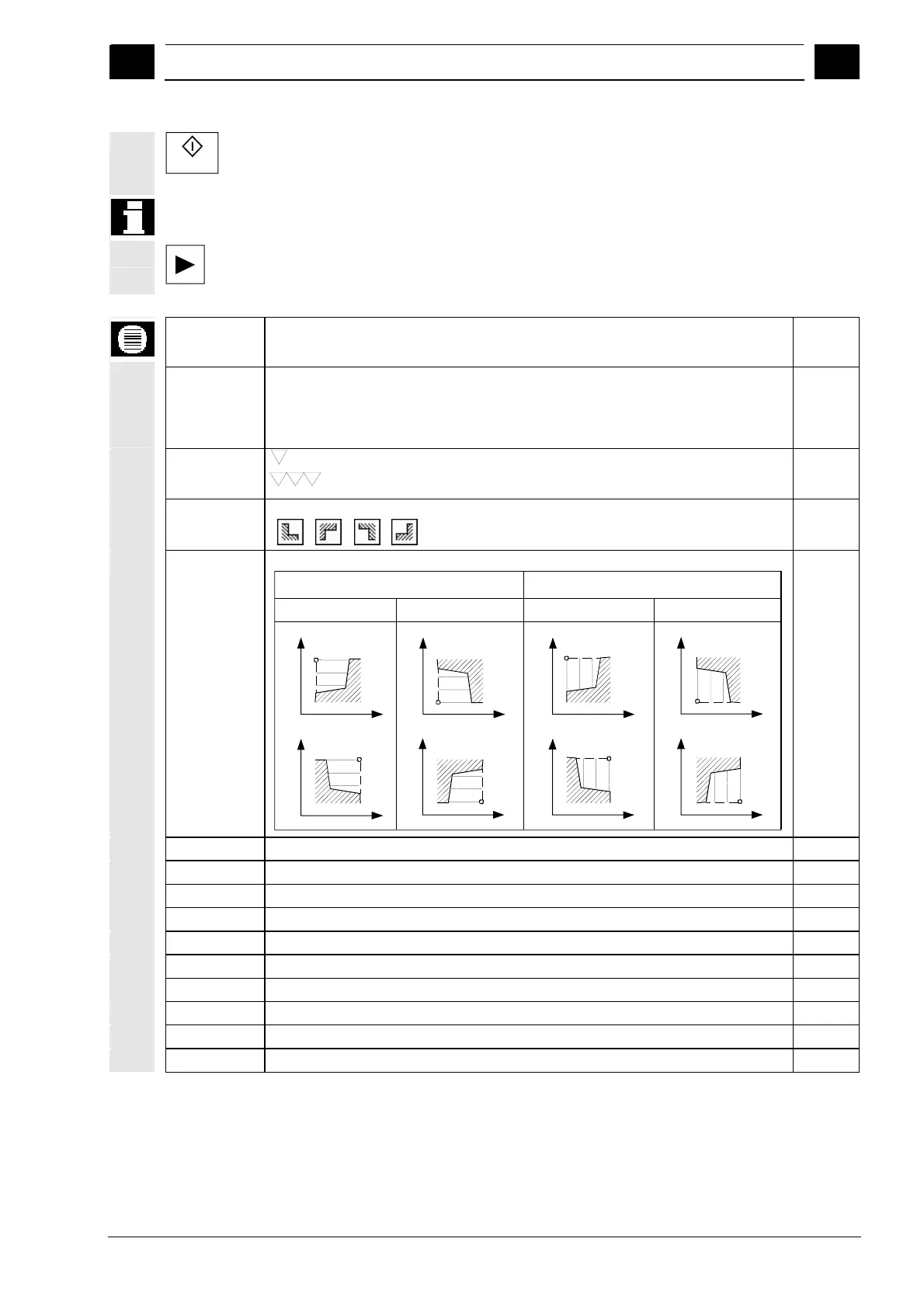
Position Stock removal position:
Direction Stock removal direction (face or longitudinal) in the coordinate system:
Parallel to Z axis (longitudinal)
Outside Inside
Outside Inside
Parallel to X axis (plane)
X
Z
X
Z
X
Z
X
Z
X
Z
X
Z
X
Z
X
Z
X0
Reference point ¬ (abs)
mm
Z0 Reference point (abs) mm
X1
End point ¬ (abs) or end point (inc)
mm
Z1 End point (abs or inc) mm
FS Chamfer (n=1...3) alternative to R mm
R Radius (n=1...3) alternative to FS mm
XF2 Undercut (alternative to FS2 or R2) mm
D Infeed depth (inc) – (only when roughing) mm
UX Finishing dimension in X direction (inc) – (only when roughing) mm
UZ Finishing dimension in Z direction (inc) – (only when roughing) mm
 Loading...
Loading...

















