5. Program Axis Motions 09.01
5-30 © Siemens AG, 2001. All rights reserved
SINUMERIK 802D Milling ISO Dialect M (ISF) - Edition 09.01
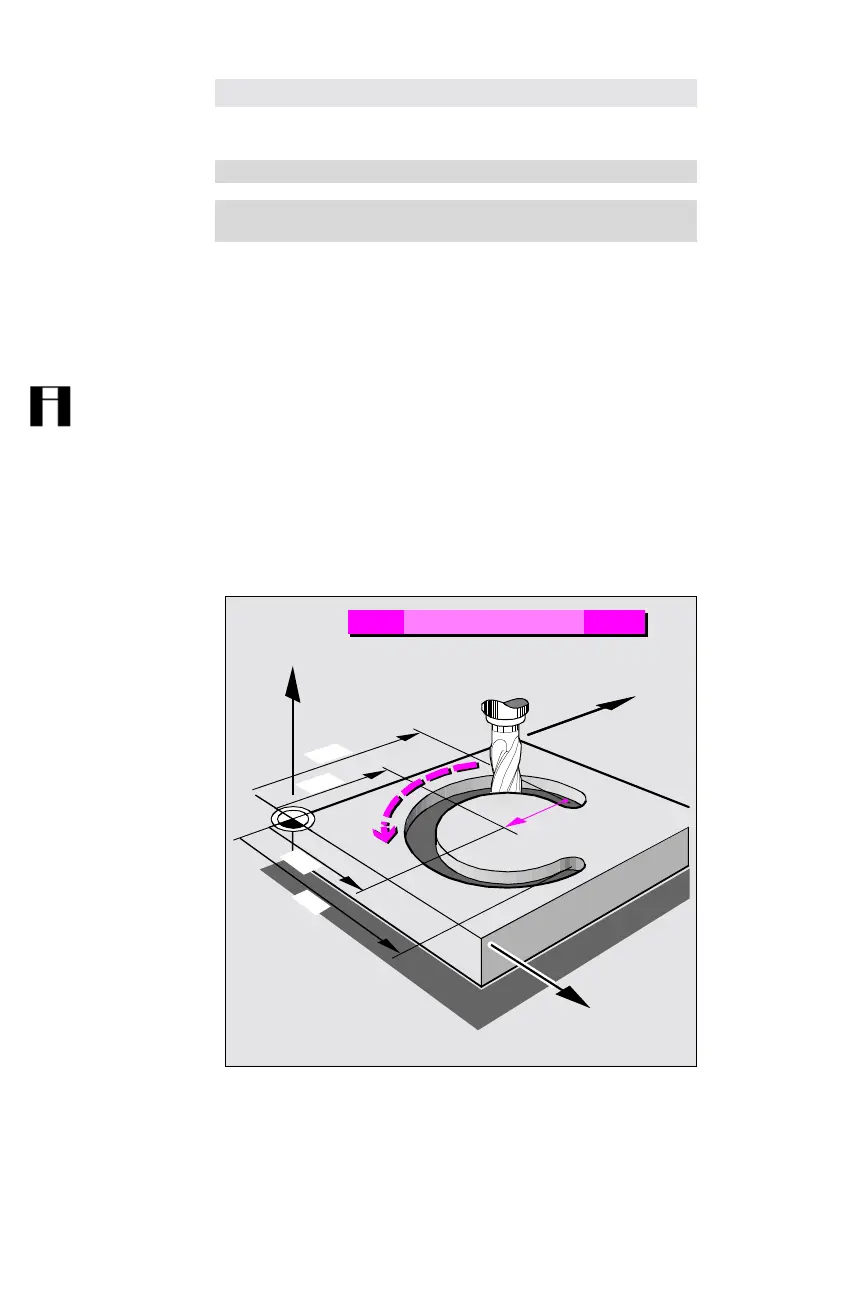
Circular Interpolation, G2/G3
Programming the center point
N5 G0 G90 X35 Y60
N10
G3 X50 Y45 I0 J-15 F500
X, Y, Z Coordinates of the circle end point
I, J, K Interpolation parameters (direction: I in X,
J in Y, K in Z) to determine the circle center
point
F Feedrate value
The tool travels in clockwise or counterclockwise direction
for G2 and G3, respectively, viewed in the direction of the
third coordinate axis.
Z
Y
X
Y
3
5
5
0
4
5
6
0
I
=
0
J
=
-
1
5
G3 X50 Y45 I0 J-15 F500
Manufacturing a circumferential groove