09.01 5. Program Axis Motions
© Siemens AG, 2001. All rights reserved
5-31
SINUMERIK 802D Milling ISO Dialect M (ISF) - Edition 09.01
Tapping, G74/G84
N40 G94
N50 G00 X100 Y100
N60
G74 Z-50 R-10 K2 P4 F1000
G74 Tapping left
G84 Tapping right
G98 Return to the starting point
G99 Return to point R
X, Y Drilling hole position
Z Distance from point R to the target point
R Distance from the starting point to point R
P Hold time at the target point and at point R during
the return (refer to details supplied by the OEM)
F Machining feed
K Number of repetitions (if required)
Notes
• Tapping cannot be programmed together with
G0/G1/G2/
G3/G41/G42 in a block.
• Tool radius offsets are ignored.
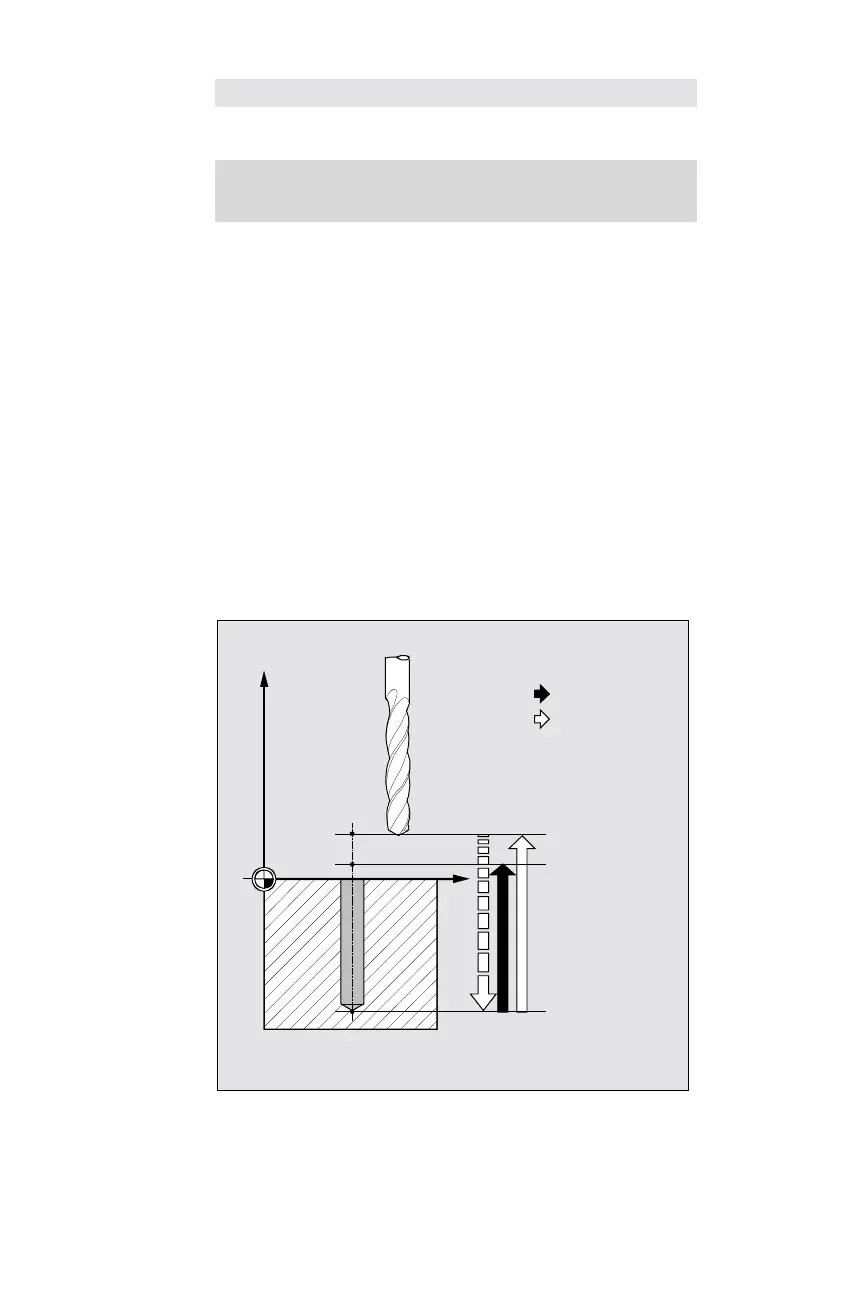
G99
G98
Ausgangspunkt
Punkt R
Zielpunkt
X
Z
Tapping