09.01 8. Appendix
© Siemens AG, 2001. All rights reserved
8-47
SINUMERIK 802D Milling ISO Dialect M (ISF) - Edition 09.01
Cycle Alarms
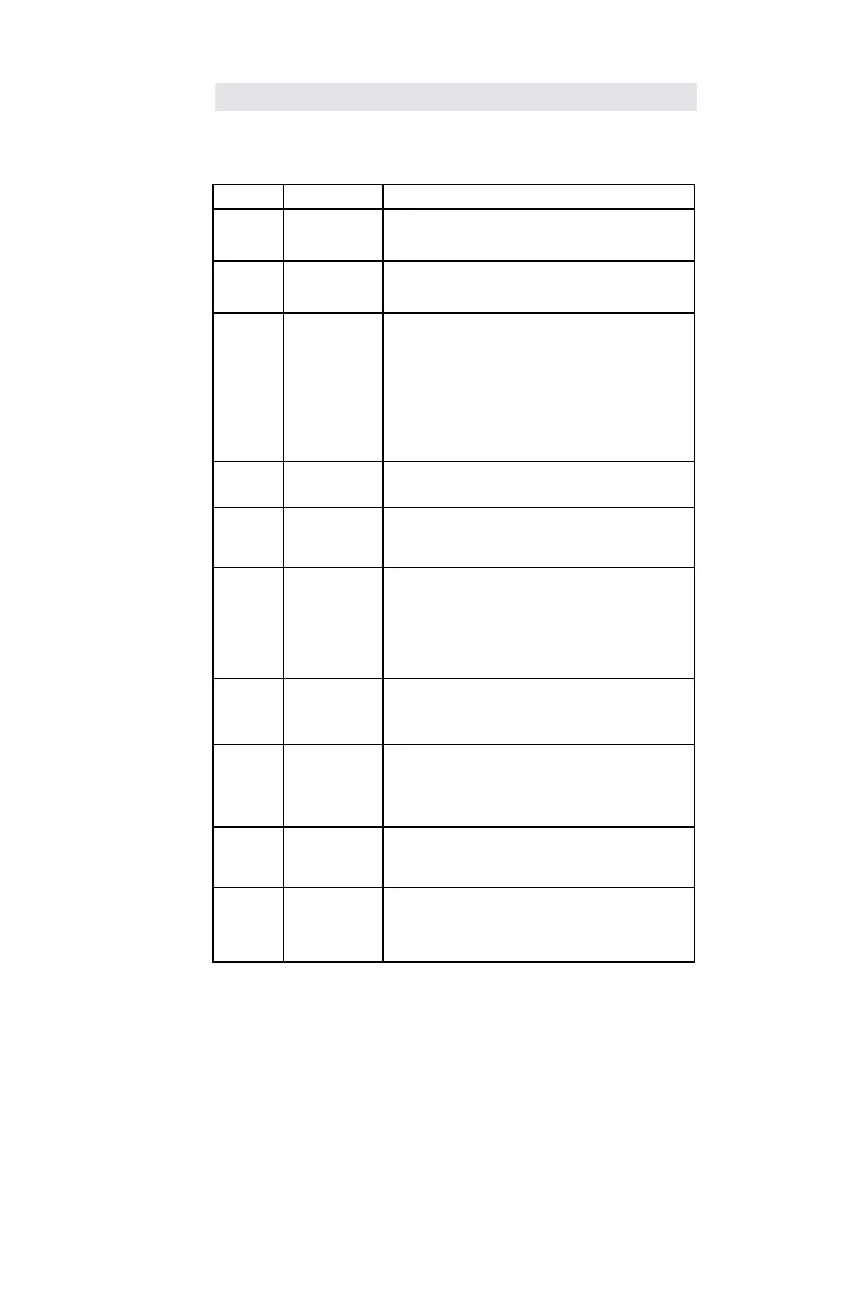
Alarm no. Alarm text Explanation/Remedy
61003
No feed
programmed in
the cycle
Remedy: program feed
61102
No spindle
direction
programmed
Remedy: program spindle direction
61800
• ISO dialect NC programming language has not
been activated.
Remedy: Set MD 10880 MM_EXTERN_CNC_SYSTEM
to 1.
• Turning has not been activated for G50/51
polygon turning (cycle 3512).
Remedy: Set MD 10880 MM_EXTERN_CNC_SYSTEM
to 2.
61801
Incorrect or undefined G Code selected.
Remedy: Set correct G Code.
61802 Programming error for G28: an axis programmed in the
block is a spindle.
Remedy: Change program appropriately.
61803
Programming error for G28: programmed axis has not
been defined in MD or does not exist.
Note: Because max. 5 axes can be defined for
SINUMERIK 802D, the cycle cannot find axes when
more have been defined in the MDs.
Remedy: Change program or define axis in the MD.
61808
Final drilling
depth or single
drilling depth not
programmed
Remedy: Change program appropriately.
61812
Programming error for G50/51 polygon turning (cycle
3512):
Value for P or Q has not been programmed or = 0.
Remedy: Change program appropriately.
61814
Programming error: calling the drilling cycles with polar
coordinates (G15/G16) is not permitted.
Remedy: Change program appropriately.
61816
Programming error for G27: reached position does not
agree with the reference point.
Remedy: Deselect zero offsets, tool offsets and restart
G27.