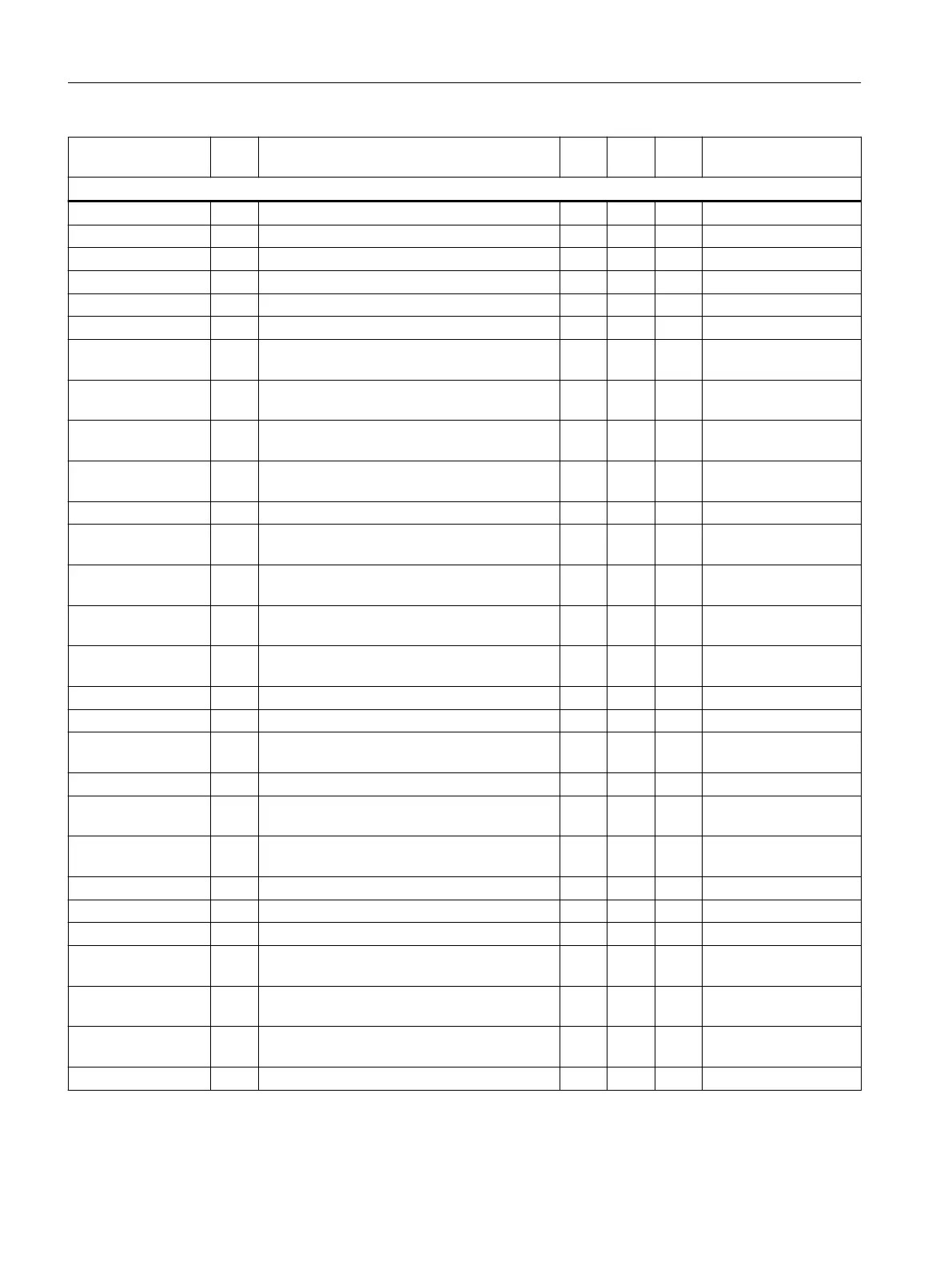
Operation Type
1)
Meaning W
2)
TP
3)
SA
4)
Description see
5)
1) 2) 3) 4) 5)
for explanations, see legend (Page 1197).
INVCCW G Trace involute, counter-clockwise m + PM-NC
INVCW G Trace involute, clockwise m + PM-NC
INVFRAME F Calculate the inverse frame from a frame + - FM-B
IP K Variable interpolation parameter + PM-NC
IPOBRKA P Motion criterion from braking ramp activation m + +
IPOENDA K End of motion when "IPO stop" reached m + PM-NC
IPTRLOCK P Freeze start of the untraceable program sec‐
tion at next machine function block.
m + - PM-NC
IPTRUNLOCK P Set end of untraceable program section at cur‐
rent block at time of interruption.
m + - PM-NC
IR A Center of circle coordinate (X axis) when turn‐
ing a convex thread
+ PM-NC
ISAXIS F Check if geometry axis 1 specified as param‐
eter
+ - PM-NC
ISD A Insertion depth m + PM-NC
ISFILE F Check whether the file exists in the NC appli‐
cation memory
+ - PM-NC
ISNUMBER F Check whether the input string can be conver‐
ted to a number
+ - PM-NC
ISOCALL K Indirect call of a program programmed in an
ISO language
+ PM-NC
ISVAR F Check whether the transfer parameter con‐
tains a variable declared in the NC
+ - PM-NC
J A Interpolation parameters s + PM-NC
J1 A Intermediate point coordinate s + PM-NC
JERKA P Activate acceleration response set via MD for
programmed axes
+ -
JERKLIM K Adapt maximum axis jerk m + PM-NC
JERKLIMA K Reduction or overshoot of the maximum slave
axis jerk
m + + PM-NC
JR A Center of circle coordinate (Y axis) when turn‐
ing a convex thread
+ PM-NC
K A Interpolation parameters s + PM-NC
K1 A Intermediate point coordinate s + PM-NC
KONT G Travel around contour on tool offset m + PM-NC
KONTC G Approach/retract with continuous-curvature
polynomial
m + PM-NC
KONTT G Approach/retract with continuous-tangent pol‐
ynomial
m + PM-NC
KR A Center of circle coordinate (Z axis) when turn‐
ing a convex thread
+ PM-NC
L A Subprogram number s + + PM-NC
Tables
4.1 Operations
NC programming
1218 Programming Manual, 12/2019, 6FC5398-2EP40-0BA0
 Loading...
Loading...















