NC setting data
Parameter Manual
312
Operating Instructions, 08/2013, 6FC5397-8EP40-0BA0
Description:
0: When incremental programming is used on an axis, only the programmed
position delta is traversed after a frame change. Work offsets in FRAMES are
only traversed when an absolute position is specified.
1: When incremental programming is used on an axis, changes to work offsets
are traversed after a frame change (standard response up to software version
3).
Related to ....
SD42442 $SC_TOOL_OFFSET_INCR_PROG
Description: 0: When incremental programming is used on an axis, only the programmed
position delta is traversed after a frame change. Tool length offsets in
FRAMES are only traversed when an absolute position is specified.
1: When incremental programming is used on an axis, changes to tool length
offsets are traversed after a tool change (standard response up to SW version
3).
Related to ....
SD42440 $SC_FRAME_OFFSET_INCR_PROG
Description: If the first programming of an axis after "Search run with calculation to end
of block" is incremental, the incremental value is added as a function of
SD42444 $SC_TARGET_BLOCK_INCR_PROG to the value accumulated up to the search
target :
SD = TRUE: Incremental value is added to accumulated position
SD = FALSE: Incremental value is added to current actual value
The setting data is evaluated on NC start for output of the action blocks.
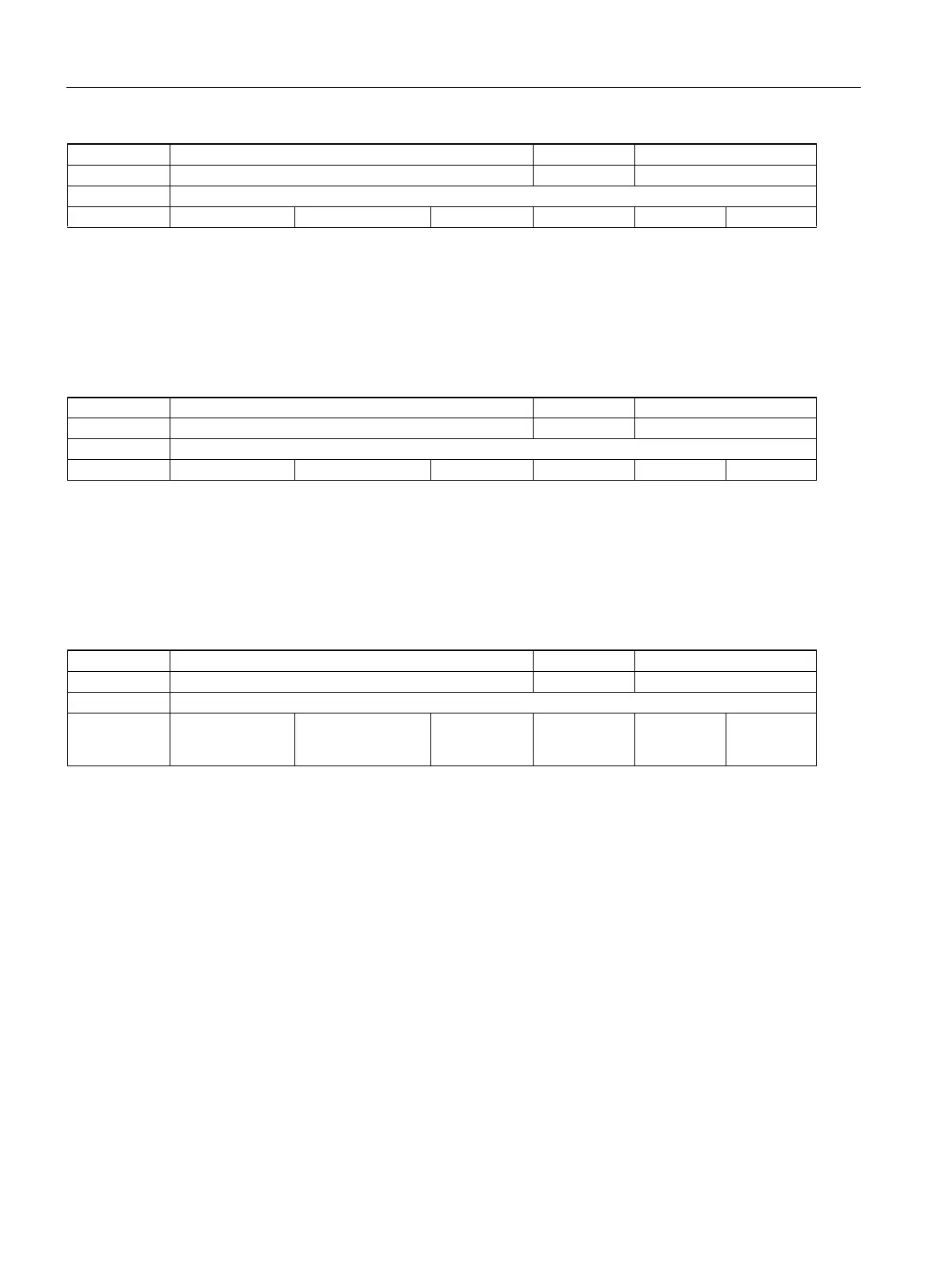
42440 FRAME_OFFSET_INCR_PROG -K1,K2
- Work offsets in frames BOOLEAN Immediately
-
-- FALSE0 - 2/2
42442 TOOL_OFFSET_INCR_PROG -W1,K1
- Tool length compensations BOOLEAN Immediately
-
-- FALSE0 - 2/2
42444 TARGET_BLOCK_INCR_PROG -BA
- Set down mode after search run with calculation BOOLEAN Immediately
-
- - TRUE, TRUE, TRUE,
TRUE, TRUE, TRUE,
TRUE...
0 - 2/2
 Loading...
Loading...













