38
Sunstone Welders User Manual: CDDP-A
CDDP-A Data Tables
WELDER DATA SPECIFICATIONS
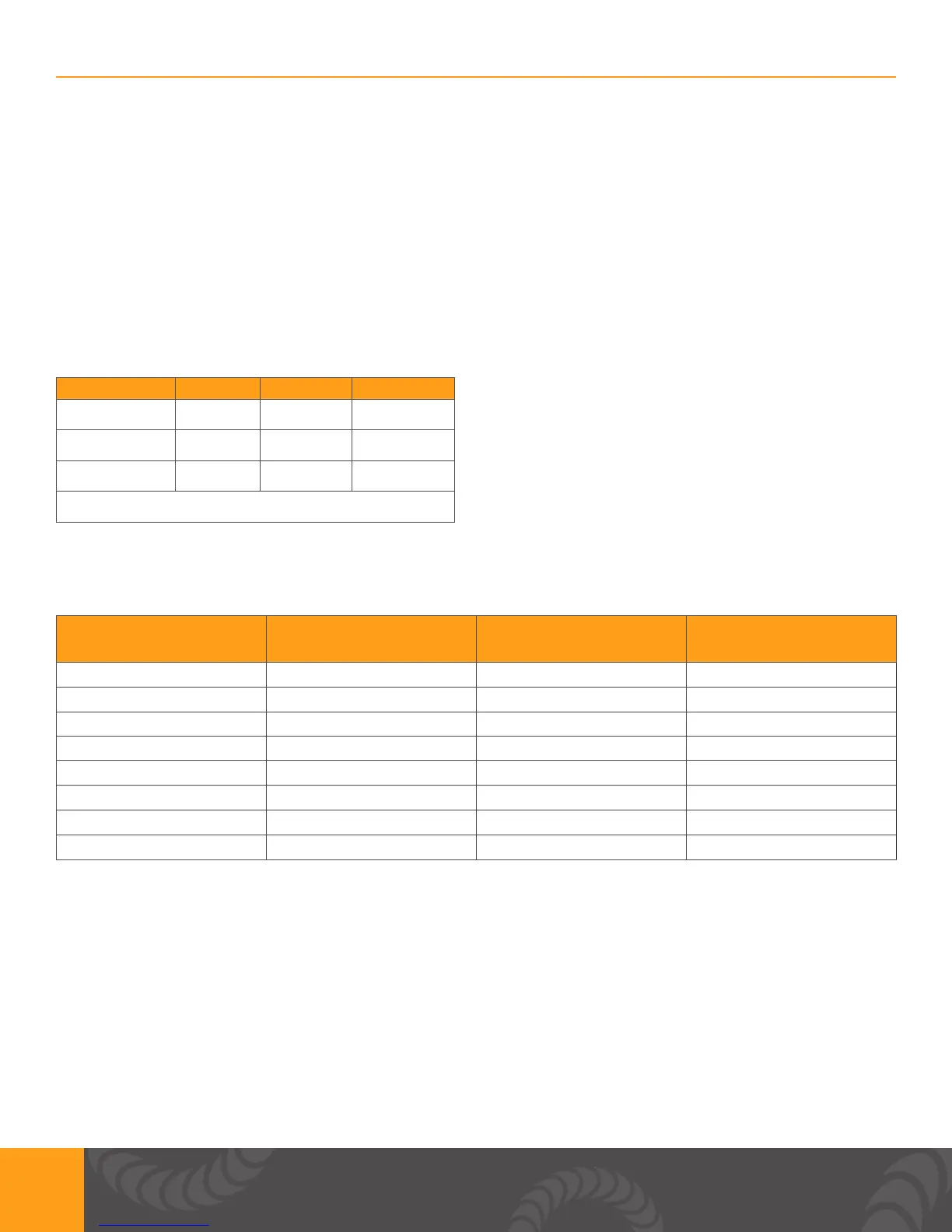
Cabling between welder and weld head is important in determining peak weld current and adjusting
weld pulse timing. Table 1 indicates peak currents that can be expected with 3 to 4 foot sections of
these cables. Typically, hand pieces will use 4 to 8 AWG wire while Weld Heads will be hooked up
with 2/0 or 4 AWG wire.
TABLE 1: Peak weld current shown by model number and external cabling gauge number (AWG).
Four and eight AWG cabling is typically seen when using hand held attachments.
CD200DP-A CD400DP-A CD600DP-A
1 AWG4 Ft 6583 7625 8080
4 AWG 6Ft 5448 6310 6690
8 AWG 6 Ft 3038 3520 3730
*Minimum Load = 1mOhm, using a smaller load may damage the welder.
TABLE 2: Weld speed in welds per minute by dual pulse model number at maximum energy.
% of Total Weld Energy
(Pulse Width at 100%)
Rep Rate
CD200DP-A
Welds/Min (pulse energy)
Rep Rate
CD400DP-A
Welds/Min (pulse energy)
Rep Rate
CD600DP-A
Welds/Min (pulse energy)
0.10% both pulses enabled 650 (0.2ws) 600 (0.4ws) 530 (0.6ws)
0.10% 550 (0.2ws) 530 (0.4ws) 500 (0.6ws)
1% 450 (2ws) 290 (4ws) 240 (6ws)
5% 250 (10ws) 160 (20ws) 130 (30ws)
10% 190 (20ws) 120 (40ws) 90 (60ws)
25% 130 (50ws) 70 (100ws) 60 (150ws)
50% 90 (100ws) 50 (200ws) 40 (300ws)
100% 60 (200ws) 30 (400ws) 30 (600ws)