CUTMASTER 60i
Manual 0-5436 OPERATION
4T-11
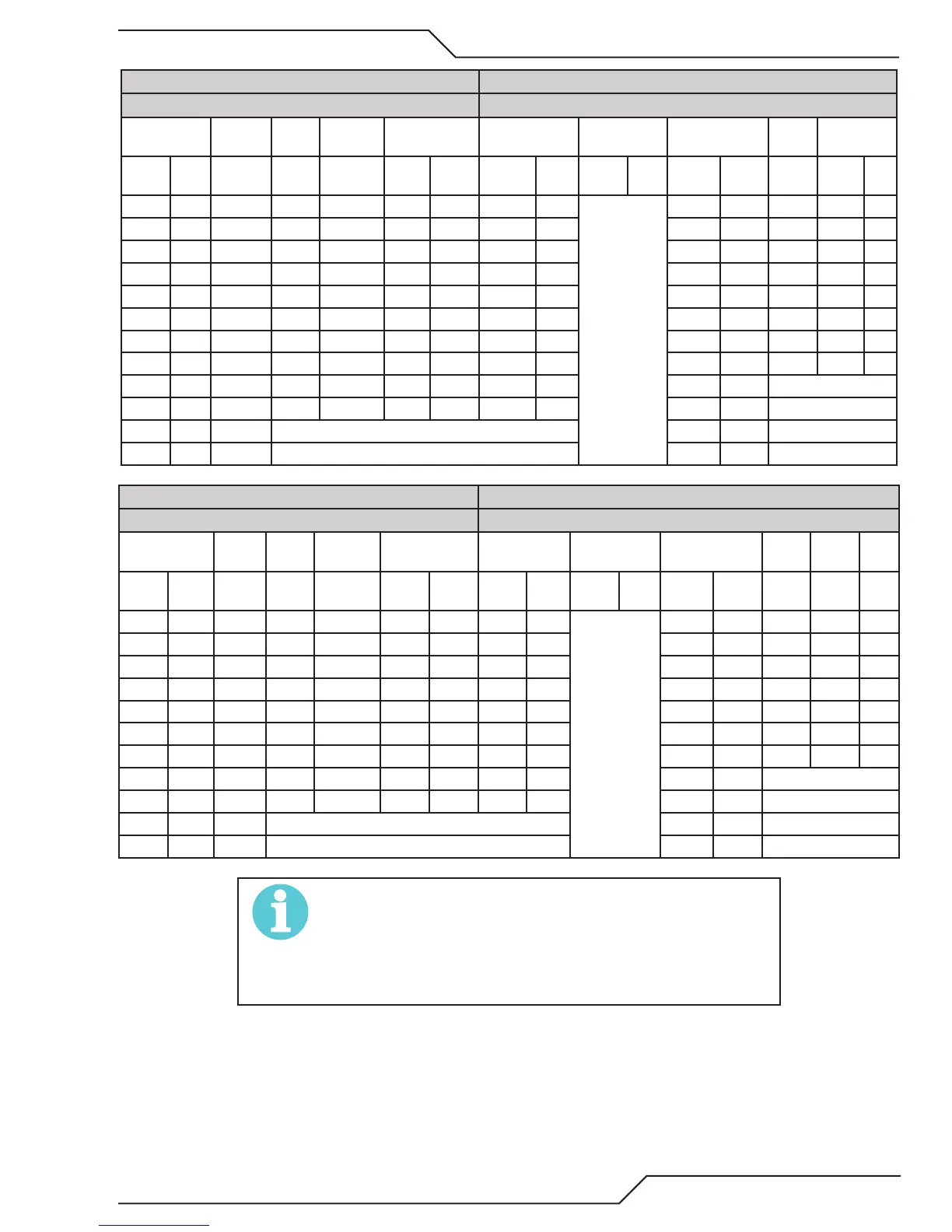
CutMaster® 60i With Exposed Tip Type Material: Stainless Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per
Minute)
Standoff Plasma Gas
Pressure*
Flow (SCFH) Pierce Pierce
Height
Inches mm (Cat. No.) Volts
(VDC)
(Amps) Inches Meters Inches mm psi bar Plasma Total** Delay
(Sec)
Inches mm
0.06 1.5 9-8210 119 60 350 8.91 0.19 4.8
Set to the
central
region on
the pressure
dial. This is
illuminated
green when
selected.
90 245 0.00 0.20 5.1
0.075 1.9 9-8210 116 60 300 7.64 0.19 4.8 90 245 0.10 0.20 5.1
0.120 3.0 9-8210 123 60 150 3.82 0.19 4.8 90 245 0.10 0.20 5.1
0.135 3.4 9-8210 118 60 125 3.18 0.19 4.8 90 245 0.10 0.20 5.1
0.188 4.8 9-8210 122 60 90 2.29 0.19 4.8 90 245 0.20 0.20 5.1
0.250 6.4 9-8210 120 60 65 1.65 0.19 4.8 90 245 0.30 0.20 5.1
0.375 9.5 9-8210 130 60 30 0.76 0.19 4.8 90 245 0.50 0.20 5.1
0.500 12.7 9-8210 132 60 21 0.53 0.19 4.8 90 245 0.75 0.20 5.1
0.625 15.9 9-8210 130 60 15 0.38 0.19 4.8 90 245 Rolling Pierce
0.750 19.1 9-8210 142 60 12 0.31 0.25 6.4 90 245 Rolling Pierce
1.000 25.4 9-8210 NR, manual cutting only 90 245 Rolling Pierce
1.250 31.8 9-8210 NR, manual cutting only 90 245 NR
CutMaster® 60i With Exposed Tip Type Material: Aluminum
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Amperage Speed (Per
Minute)
Standoff Plasma Gas
Pressure*
Flow (SCFH) Pierce Pierce
Height
Inches mm (Cat.
No.)
Volts
(VDC)
(Amps) Inches Meters Inches mm psi bar Plasma Total** Delay
(Sec)
Inches mm
0.060 1.5 9-8210 110 60 440 11.18 0.25 6.4 Set to the
central
region on
the pressure
dial. This is
illuminated
green when
selected.
90 245 0.00 0.25 6.4
0.075 1.9 9-8210 110 60 440 11.18 0.25 6.4 90 245 0.10 0.25 6.4
0.120 3.0 9-8210 116 60 250 6.35 0.25 6.4 90 245 0.10 0.25 6.4
0.188 3.4 9-8210 116 60 170 4.32 0.25 6.4 90 245 0.20 0.25 6.4
0.250 6.4 9-8210 132 60 85 2.16 0.25 6.4 90 245 0.30 0.25 6.4
0.375 9.5 9-8210 140 60 45 1.14 0.25 6.4 90 245 0.50 0.25 6.4
0.500 12.7 9-8210 143 60 30 0.76 0.25 6.4 90 245 0.80 0.25 6.4
0.625 15.9 9-8210 145 60 20 0.51 0.25 6.4 90 245 Rolling Pierce
0.750 19.1 9-8210 145 60 18 0.46 0.25 6.4 90 245 Rolling Pierce
1.000 25.4 9-8210 NR, manual cutting only 90 245 Rolling Pierce
1.250 31.8 9-8210 NR, manual cutting only 90 245 NR
NOTE!
* If the proper torch and lead length are selected using the 'gas pres-
sure selector' knob and the central region (green) on the pressure dial
is selected, the pressure is optimized for the selected cutting amperage.
Refer to Section 4 of the Operating Manual, "Set Operating Pressure".
** Total flow rate includes plasma and secondary gas flow.

 Loading...
Loading...