Manual 0-2962 A-7 APPENDIX
Cutting Speed Charts
NOTES
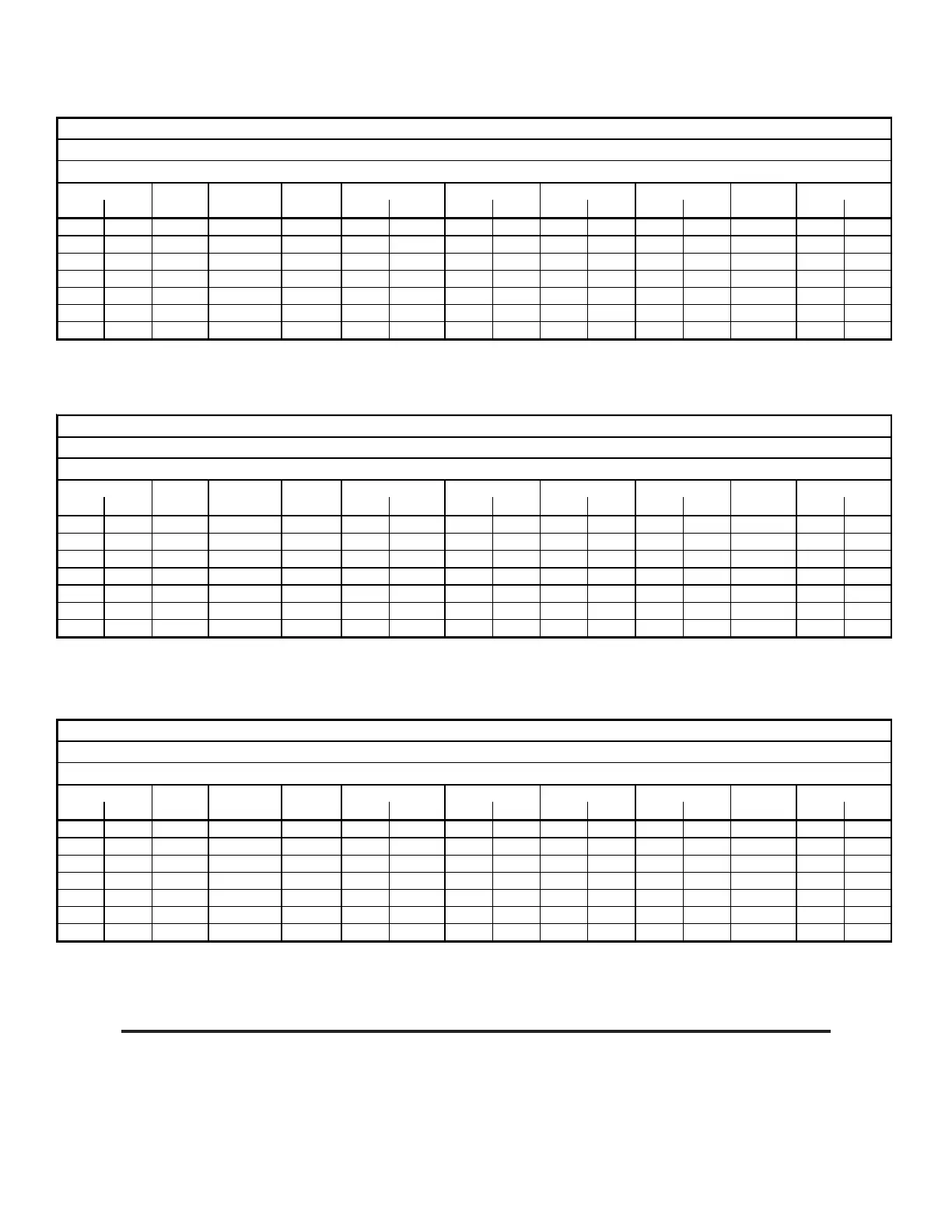
* Gas pressure shown is for torches with leads up to 25' / 7.6 m long. For 50' / 15.2 m leads, set gas pressure to 70
psi / 4.8 bar.
** Total flow rate includes plasma and secondary gas flow.
Air Plasma Cutting Speed Data Chart For CutMaster 50 & CutMaster 51
Type Torch: SL100 Type Material: Aluminum
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Volts Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (SCFH) Pierce Pierce Height
Inches
mm
(Cat. No.) (VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
20 ga 0.8 9-8208 90 40 350 8.89 0.19 4.8 65 4.5 50 350 0 0.19 4.8
16 ga 1.3 9-8208 94 40 275 6.99 0.19 4.8 65 4.5 50 350 0 0.19 4.8
10 ga 2.6 9-8208 105 40 100 2.54 0.19 4.8 65 4.5 50 350 0 0.19 4.8
7 ga 3.7 9-8208 100 40 70 1.78 0.19 4.8 65 4.5 50 350 0 0.19 4.8
1/4 6.4 9-8208 107 40 40 1.02 0.19 4.8 65 4.5 50 350 0.5 0.19 4.8
3/8 9.5 9-8208 114 40 18 0.46 0.19 4.8 65 4.5 50 350 0.5 0.19 4.8
1/2 12.7 9-8208 121 40 10 0.25 0.19 4.8 65 4.5 50 350 1 0.19 4.8
Air Plasma Cutting Speed Data Chart For CutMaster 50 & CutMaster 51
Type Torch: SL100 Type Material: Mild Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Volts Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (SCFH) Pierce Pierce Height
Inches
mm
(Cat. No.) (VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
20 ga 0.9 9-8208 90 40 300 7.62 0.13 3.2 65 4.5 50 350 0 0.19 4.8
16 ga 1.5 9-8208 90 40 275 6.99 0.13 3.2 65 4.5 50 350 0 0.19 4.8
10 ga 3.4 9-8208 90 40 115 2.92 0.13 3.2 65 4.5 50 350 0 0.19 4.8
7 ga 4.6 9-8208 95 40 75 1.91 0.13 3.2 65 4.5 50 350 0.5 0.19 4.8
1/4 6.4 9-8208 110 40 45 1.14 0.19 4.8 65 4.5 50 350 0.5 0.19 4.8
3/8 9.5 9-8208 119 40 20 0.51 0.19 4.8 65 4.5 50 350 1 0.25 6.4
1/2 12.7 9-8208 121 40 14 0.36 0.19 4.8 65 4.5 50 350 1.5 0.25 6.4
Air Plasma Cutting Speed Data Chart For CutMaster 50 & CutMaster 51
Type Torch: SL100 Type Material: Stainless Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Volts Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (SCFH) Pierce Pierce Height
Inches
mm
(Cat. No.) (VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
20 ga 0.9 9-8208 95 40 300 7.62 0.19 4.8 65 4.5 50 350 0 0.19 4.8
16 ga 1.5 9-8208 95 40 275 6.99 0.19 4.8 65 4.5 50 350 0 0.19 4.8
10 ga 3.5 9-8208 100 40 75 1.91 0.19 4.8 65 4.5 50 350 0 0.19 4.8
7 ga 4.6 9-8208 105 40 55 1.40 0.19 4.8 65 4.5 50 350 0 0.19 4.8
1/4 6.4 9-8208 105 40 40 1.02 0.19 4.8 65 4.5 50 350 0.5 0.19 4.8
3/8 9.5 9-8208 110 40 18 0.46 0.19 4.8 65 4.5 50 350 1 0.19 4.8
1/2 12.7 9-8208 119 40 10 0.25 0.19 4.8 65 4.5 50 350 1.5 0.19 4.8
 Loading...
Loading...