APPENDIX A-20 Manual 0-2962
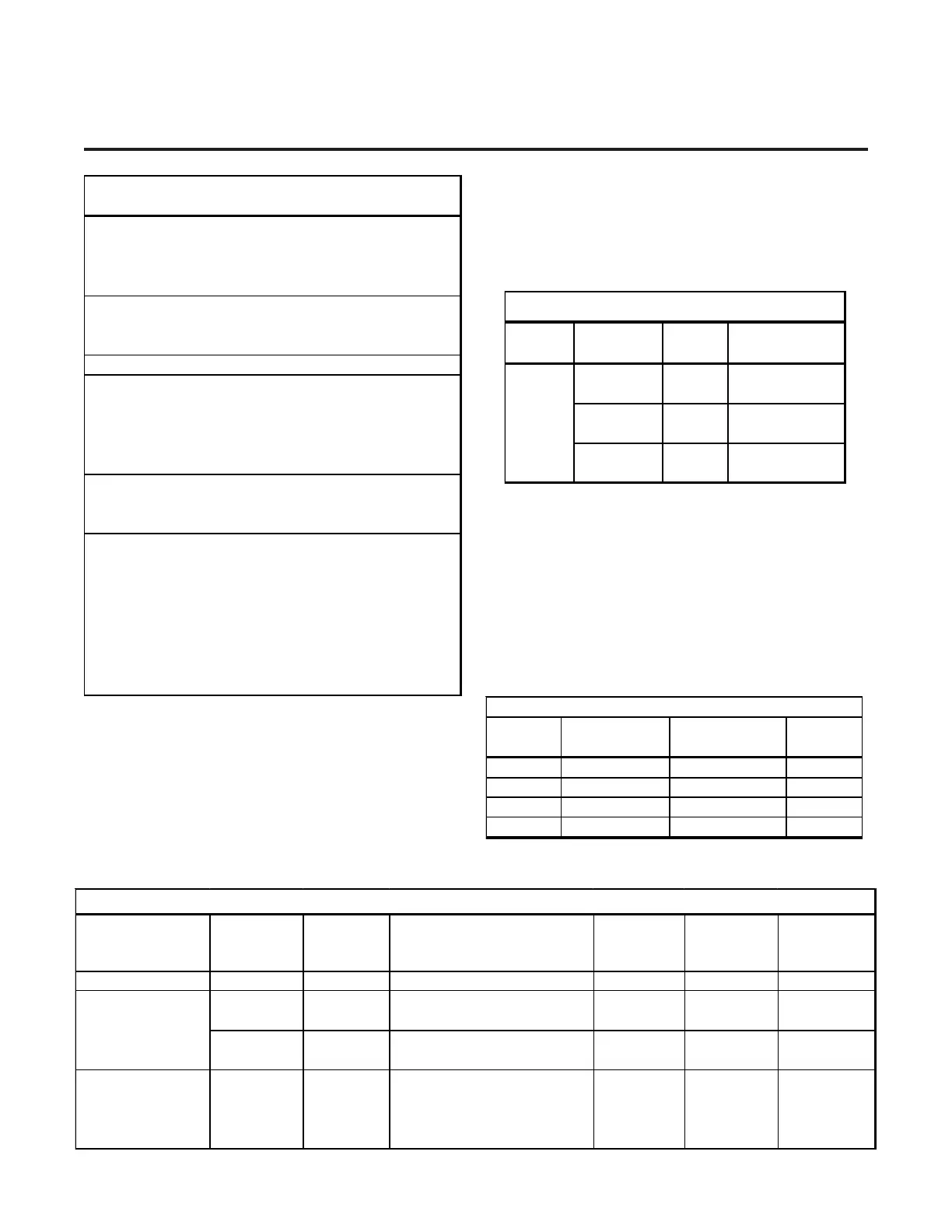
Output
Range
Depth Width
Tip A 40 Amps Max. Shallow Narrow
Tip B 40-100 Amps Deep Narrow
Tip C 40-100 Amps Moderate Moderate
Tip D 40-100 Amps Shallow Wide
Gouging Profiles
Cutting Range
Material Most Metals
Up to 3/4 inch - 19 mm
Speed 11 ipm / 0.28 mpm
Pierce Rating
Material Carbon Steel
Thickness 3/8 inch - 9.5 mm
Transfer Distance
3/8 inch - 9.5 mm
Gouging
Width 1/4 inch - 6.3 mm
Depth 1/8 inch - 3.2 mm
Number Passes Single
Speed 20 ipm / 0.5 mpm
Bevel Cut Capability
Degrees 0° to 45°
Material Thickness 1/4 inch - 6.3 mm
Gas Requirement
Type Gas Air
Operating Pressure 65 psi / 4.5 bar
Max Input Pressure 125 psi / 8.6 bar
Cutting & Gouging
Total Flow
350 scfh / 165 lpm
Torch Specifications For
Pak Master 75XL Plus Power Supply
APPENDIX 8A: PAKMASTER 75XL PLUS SYSTEM DATA
(HAND TORCH)
Cut Quality on Various Materials and
Thicknesses
The following table defines the cut quality on various
materials and thicknesses:
Cut Quality on Various Materials
Material Type of Type of Cut
Thickness Material Gas Char acteristics
Gage
to
3/4 inch
( 19 mm )
Good - Excellent
Good
Good
Carbon Steel
Stainless
Aluminum
Air
Air
Air
Description of Cut Characteristics:
Excellent - Minimum bevel (0 - 4°), minimum kerf (2 x
tip orifice diameter), little or no dross,
smooth cut surface.
Good - Slight bevel (0 - 10°), slightly wider kerf (2 - 1/2
x tip orifice diameter), some dross (easily re-
moved), medium - smooth cut surface, slight top
edge rounding.
Application Electrode
Starter
Cartridge
Tip
Shield
Cup Body
Shield Cap
or Deflector
Shield Cup
Drag Cutting 9-8215 9-8213 9-8207 (40A) None None 9-8218
9-8215 9-8213 9-8210 (60A) None None 9-8218
9-8215 9-8213 9-8210 (60A) 9-8237
9-8235 or
9-8243
None
Gouging 9-8215 9-8213
Tip A: 9-8225 (40A Max)
Tip B: 9-8226 (40-100A)
Tip C: 9-8227 (40-100A)
Tip D: 9-8228 (40-100A)
9-8237 9-8241 None
SL60 - SL100 Hand Torch Consumables for 60-Amp Power Supply
Standoff Cutting
 Loading...
Loading...