Manual 0-2962 A-11 APPENDIX
Cutting Speed Charts
NOTES
* Gas pressure shown is for torches with leads up to 25' / 7.6 m long. For 50' / 15.2 m leads, set gas pressure to 70
psi / 4.8 bar.
** Total flow rate includes plasma and secondary gas flow.
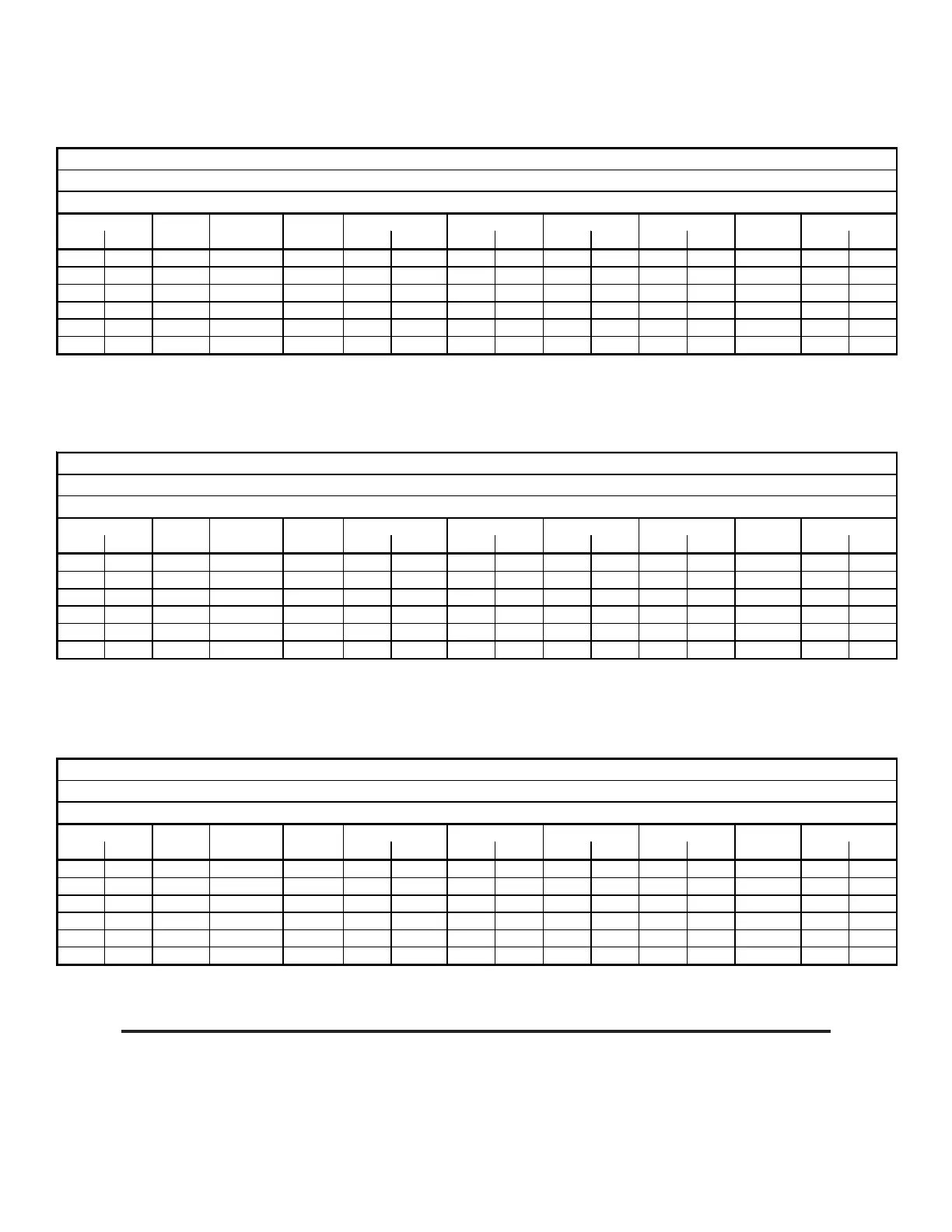
Air Plasma Cutting Speed Data Chart For CutMaster 75 & CutMaster 81
Type Torch: SL100 Type Material: Stainless Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Volts Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (SCFH) Pierce Pierce Height
Inches
mm
(Cat. No.) (VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.06 1.6 9-8210 95 60 350 8.89 0.19 4.8 65 4.5 80 400 0 0.19 4.8
0.125 3.2 9-8210 98 60 150 3.81 0.19 4.8 65 4.5 80 400 0 0.19 4.8
1/4 6.4 9-8210 102 60 70 1.78 0.19 4.8 65 4.5 80 400 0 0.19 4.8
3/8 9.5 9-8210 109 60 35 0.89 0.19 4.8 65 4.5 80 400 0 0.19 4.8
1/2 12.7 9-8210 115 60 20 0.51 0.19 4.8 65 4.5 80 400 0 0.19 4.8
3/4 19.1 9-8210 117 60 10 0.25 0.19 4.8 65 4.5 80 400 NR 0.19 4.8
Air Plasma Cutting Speed Data Chart For CutMaster 75 & CutMaster 81
Type Torch: SL100 Type Material: Aluminum
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Volts Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (SCFH) Pierce Pierce Height
Inches
mm
(Cat. No.) (VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.06 1.6 9-8210 95 60 350 8.89 0.19 4.8 65 4.5 80 400 0 0.19 4.8
1/8 3.2 9-8210 98 60 175 4.45 0.19 4.8 65 4.5 80 400 0 0.19 4.8
1/4 6.4 9-8210 102 60 80 2.03 0.19 4.8 65 4.5 80 400 0 0.19 4.8
3/8 9.5 9-8210 109 60 44 1.12 0.19 4.8 65 4.5 80 400 0 0.19 4.8
1/2 12.7 9-8210 115 60 23 0.58 0.19 4.8 65 4.5 80 400 0 0.19 4.8
3/4 19.1 9-8210 117 60 11 0.28 0.19 4.8 65 4.5 80 400 NR 0.19 4.8
Air Plasma Cutting Speed Data Chart For CutMaster 75 & CutMaster 81
Type Torch: SL100 Type Material: Mild Steel
Type Plasma Gas: Air Type Secondary Gas: Single Gas Torch
Thickness Tip Output Volts Amperage Speed (Per Minute) Standoff Plasma Gas Press Flow (SCFH) Pierce Pierce Height
Inches
mm
(Cat. No.) (VDC) (Amps) Inches Meters Inches mm psi* bar Plasma Total** Delay (Sec) Inches mm
0.06 1.6 9-8210 95 60 350 8.89 0.19 4.8 65 4.5 80 400 0 0.19 4.8
1/8 3.2 9-8210 98 60 175 4.45 0.19 65 65 4.5 80 400 0 0.19 4.8
1/4 6.4 9-8210 102 60 80 2.03 0.19 65 65 4.5 80 400 0 0.19 4.8
3/8 9.5 9-8210 109 60 44 1.12 0.19 65 65 4.5 80 400 0 0.19 4.8
1/2 12.7 9-8210 115 60 23 0.58 0.19 65 65 4.5 80 400 0 0.19 4.8
3/4 19.1 9-8210 117 60 11 0.28 0.19 65 65 4.5 80 400 NR 0.19 4.8
 Loading...
Loading...