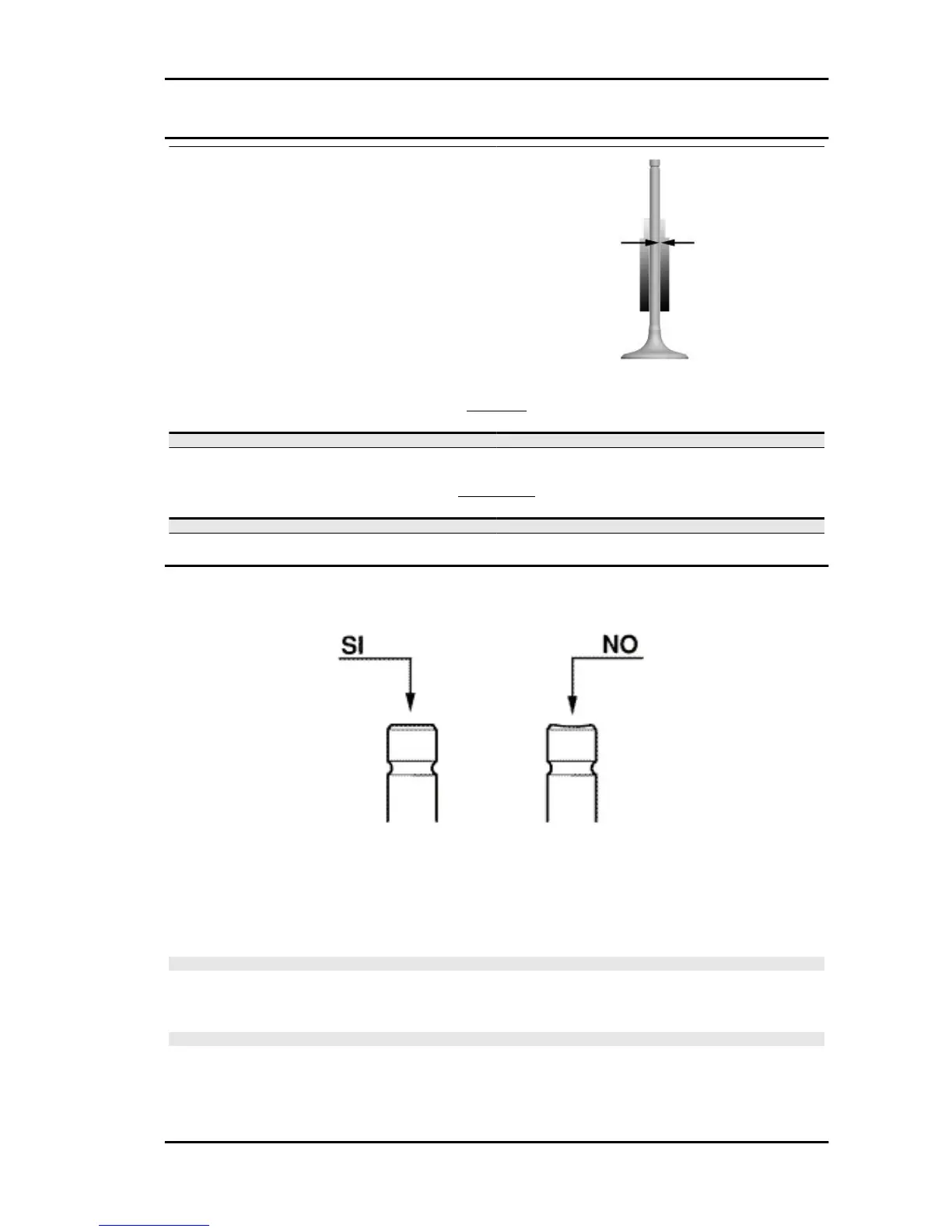
- After measuring the valve guide diameter and the
valve stem diameter, check clearance between
guide and stem.
INTAKE
Specification Desc./Quantity
Standard clearance: 0.10 mm
Admissible limit: 0.08 mm
EXHAUST
Specification Desc./Quantity
Standard clearance: 0.15 mm
Admissible limit: 0.1 mm
- Check that there are no signs of wear on the mating surface with the set screw articulated terminal.
- If no faults are found during the above checks, you can use the same valves. To obtain better sealing
performance, grind the valve seats. Grind the valves gently with a fine-grained lapping compound.
During the grinding, keep the cylinder head with the valve axes in a horizontal position. This will prevent
the lapping compound residues from penetrating between the valve stem and the guide (see figure).
CAUTION
TO AVOID SCORING THE FAYING SURFACE, DO NOT KEEP ROTATING THE VALVE WHEN NO
LAPPING COMPOUND IS LEFT. CAREFULLY WASH THE CYLINDER HEAD AND THE VALVES
WITH A SUITABLE PRODUCT FOR THE TYPE OF LAPPING COMPOUND BEING USED.
CAUTION
DO NOT REVERSE THE FITTING POSITIONS OF THE VALVES (RIGHT - LEFT).
- Check that the camshaft bearings exhibit no scores or abnormal wear.
- Using a micrometer, measure the camshaft bearings.
Vespa LX - S 125 3V ie 150 3V ie (2012) Characteristics
CHAR - 23
 Loading...
Loading...








