34
BOC Smootharc Multi 180/200 Operating manual
In terms of gas shielding, there are two dierent ways in which this may
be achieved with the FCAW process.
→ Additional gas-shielding supplied from an external source, such as a
gas cylinder
→ Production of a shielding gas by decomposition of uxing agents
within the wire, self-shielding
Gas shielded wires are available with either a basic or rutile ux ll,
while self-shielded wires have a broadly basic-type ux ll. The ux
ll dictates the way the wire performs, the properties obtainable, and
suitable applications.
Gas-shielded operation
Many cored wire consumables require an auxiliary gas shield in the same
way that solid wire MIG/MAG consumables do. These types of wire are
generally referred to as ‘gas-shielded’.
Using an auxiliary gas shield enables the wire designer to concentrate
on the performance characteristics, process tolerance, positional
capabilities, and mechanical properties of the products.
In a ux cored wire the metal sheath is generally thinner than that of
a self-shielded wire. The area of this metal sheath surrounding the ux
cored wire is much smaller than that of a solid MIG/MAG wire. This
means that the electrical resistance within the ux cored wire is higher
than with solid MIG/MAG wires and it is this higher electrical resistance
that gives this type of wire some of its novel operating properties.
One often quoted property of uxed cored wires are their higher
deposition rates than solid MIG/MAG wires. What is often not explained
is how they deliver these higher values and whether these can be
utilised. For example, if a solid MIG/MAG wire is used at 250 amps,
then exchanged for a ux cored wire of the same diameter, and welding
power source controls are left unchanged, then the current reading
would be much less than 250 amps, perhaps as low as 220 amps. This
is because of Ohms Law that states that as the electrical resistance
increases if the voltage remains stable then the current must fall.
To bring the welding current back to 250 amps it is necessary to
increase the wire feed speed, eectively increasing the amount of
wire being pushed into the weld pool to make the weld. It is this aect
that produces the ‘higher deposition rates’ that the ux cored wire
manufacturers claim for this type of product. Unfortunately in many
instances the welder has diculty in utilising this higher wire feed speed
and must either increase the welding speed or increase the size of the
weld. Often in manual applications neither of these changes can be
implemented and the welder simply reduces the wire feed speed back
to where it was and the advantages are lost. However, if the process
is automated in some way then the process can show improvements
inproductivity.
It is also common to use longer contact tip to workplace distances with
ux cored arc welding than with solid wire MIG/MAG welding and this
also has the eect of increasing the resistive heating on the wire further
accentuating the drop in welding current. Research has also shown
that increasing this distance can lead to an increase in the ingress of
nitrogen and hydrogen into the weld pool, which can aect the quality
of the weld.
Flux cored arc welding has a lower eciency than solid wire MIG/MAG
welding because part of the wire ll contains slag forming agents.
Although the eciency varies diers by wire type and manufacturer it is
typically between 75–85%.
Flux cored arc welding does, however, have the same drawback as solid
wire MIG/MAG in terms of gas disruption by wind, and screening is
always necessary for site work. It also incurs the extra cost of shielding
gas, but this is often outweighed by gains in productivity.
Self-shielded operation
There are also self-shielded consumables designed to operate without
an additional gas shield. In this type of product, arc shielding is provided
by gases generated by decomposition of some constituents within the
ux ll. These types of wire are referred to as ‘self-shielded’.
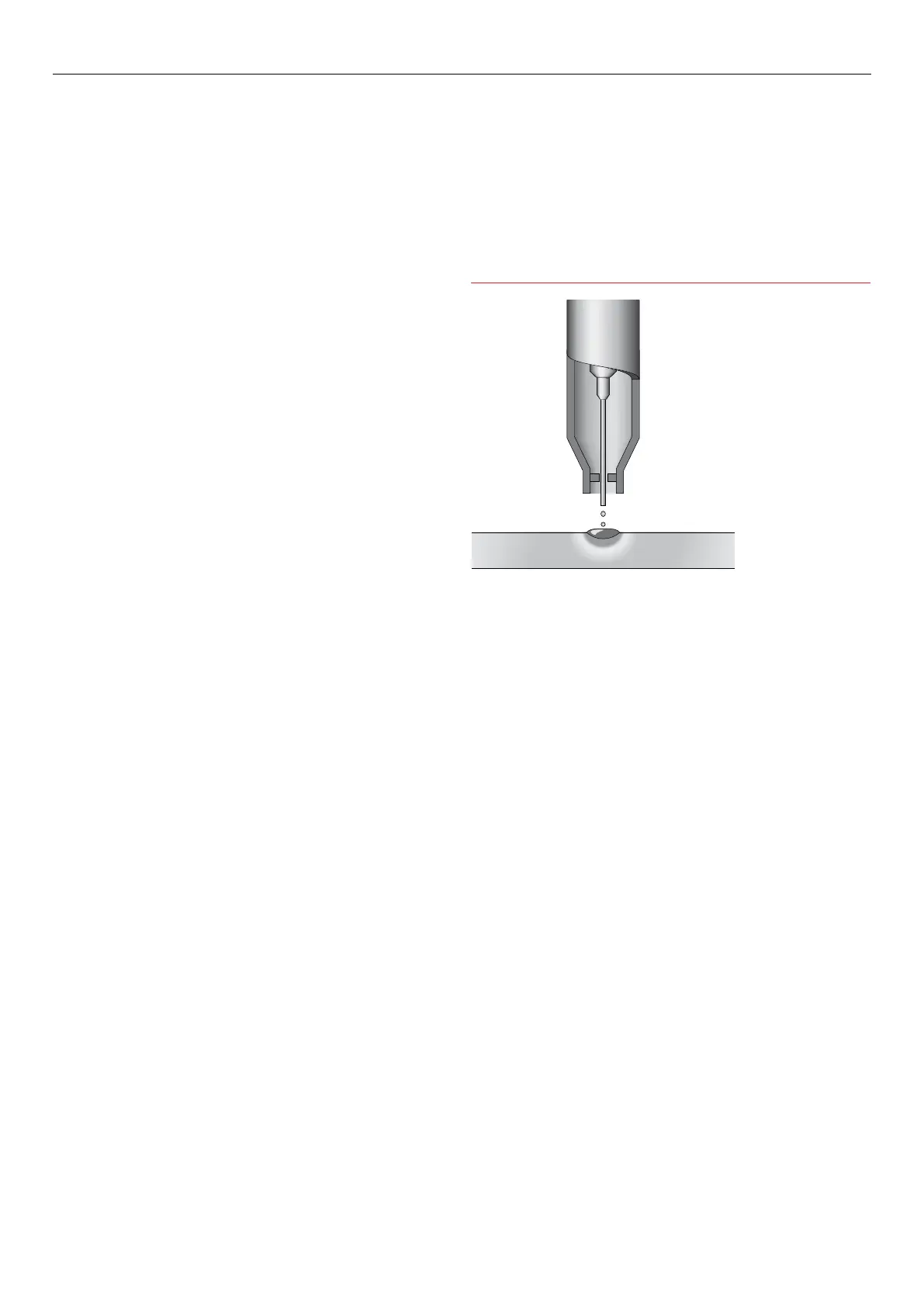
Extended self shielded ux cored wire nozzle