40
BOC Smootharc Multi 180/200 Operating manual
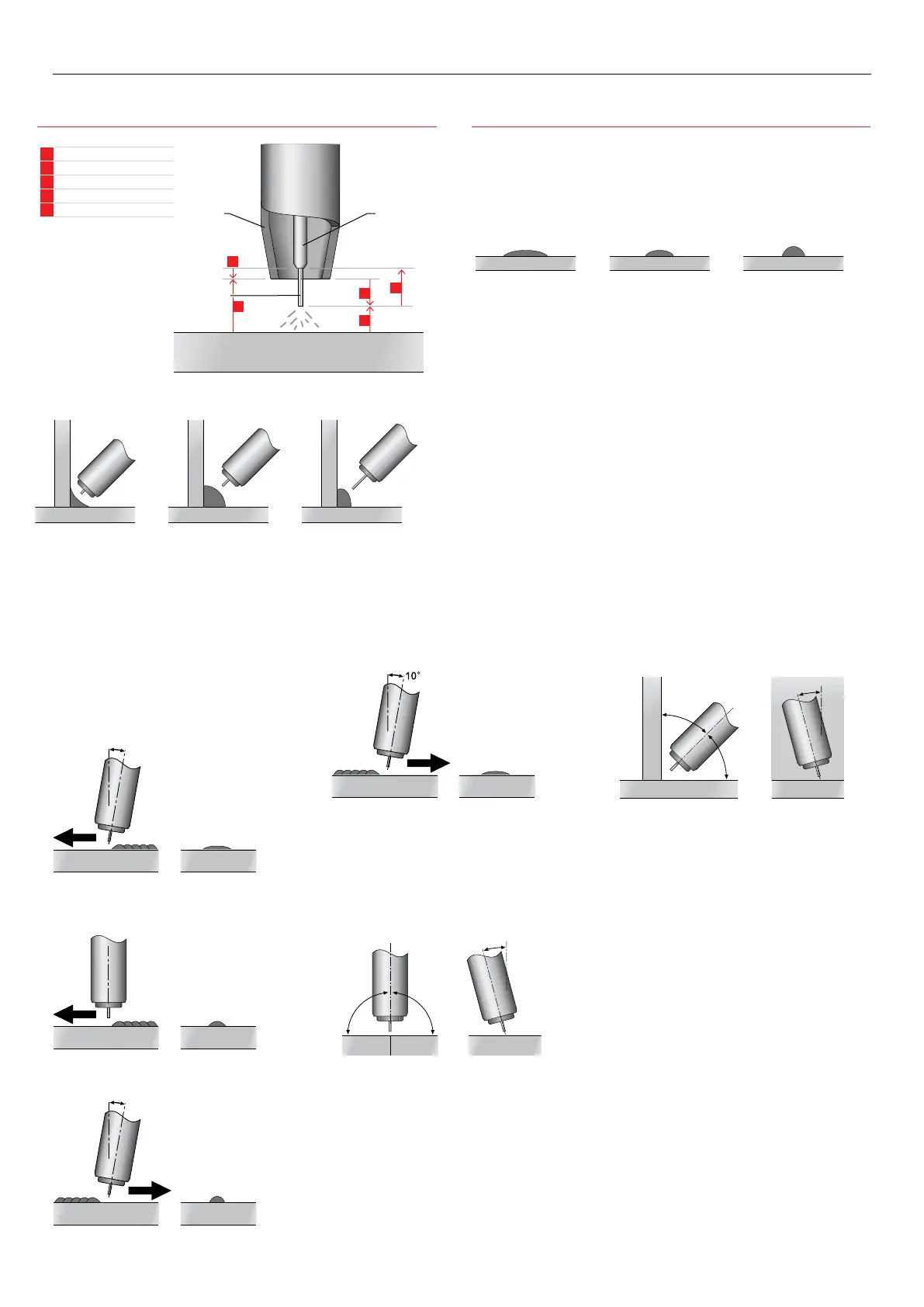
Correct application techniques
Electrical stickout
Short Normal Long
Travel speed
Slow Normal Fast
MIG/MAG
MIG/MAG welding with solid wires takes place
normally with a push technique. The welding
torch is tilted at an angle of 10° towards the
direction of welding. (Push technique)
10°
The inuence of changing the torch angle and
the welding direction on the weld bead prole
can be seen below.
Torch perpendicular to workpiece narrow bead
width with increased reinforcement.
10°
Torch positioned at a drag angle of 10° narrow
bead with excessive reinforcement.
Flux cored
Flux cored welding with cored wires takes
place normally with the drag technique. The
welding torch is tilted at an angle of 10° away
from the direction of welding. For all other
applications the torch angle remains the same.
Butt welds
90° 90°
0–15°
When welding butt welds the torch should
be positioned within the centre of the groove
and tilted at an angle of ±15° from the vertical
plane. Welding is still performed in the push
technique.
Fillet welds
0–15°
45°
45°
When welding llet welds the torch should be
positioned at an angle of 45° from the bottom
plate with the wire pointing into the llet
corner. Welding is still performed in the push
technique.
Electrical stickout
The electrical stickout is the distance
between the end of the contact tip and
the end of the wire. An increase in the
electrical stickout results in an increase in the
electrical resistance. The resultant increase
in temperature has a positive inuence in
the melt-o rate of the wire that will have an
inuence on the weldbead prole.
Inuence of the change in electrical stickout
length on the weldbeadprole.
Travel speed
The travel speed will have an inuence on the
weldbead prole and the reinforcement height.
If the travel speed is too slow a wide weldbead
with excessive rollover will result. Contrary if
the travel speed is too high a narrow weldbead
with excessive reinforcement will result.
C
Contact Tube Setback
S
Stando Distance
V
Visible Stickout
A
Arc length
E
Electrical Stickout
A
S
C
V
E
Contact Tube
Gas Nozzle
Consumable
Electrode
Workpiece