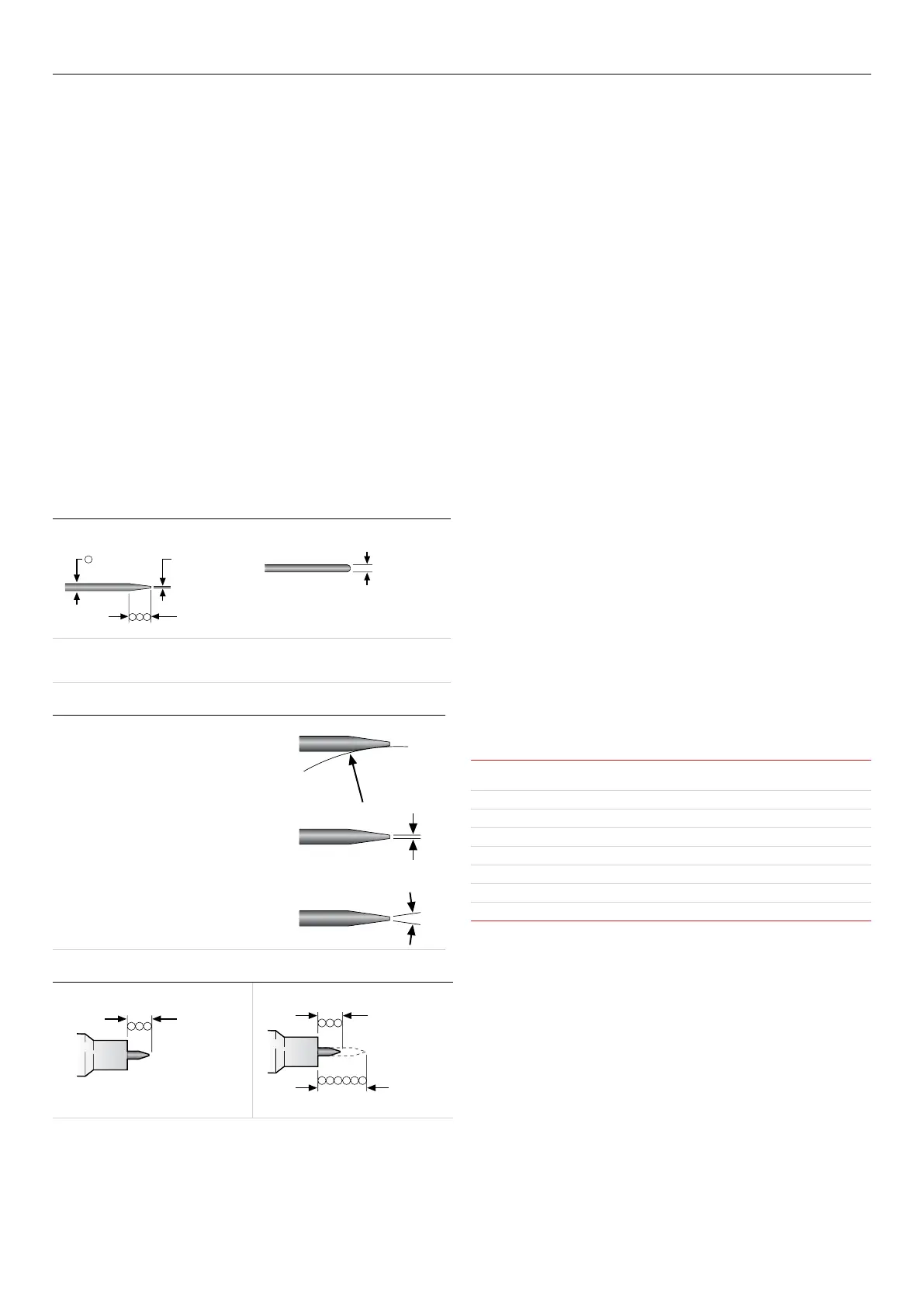
Tungsten tip preparation
= Diameter
Taper length
Flat
1/4–1/2x Dia
Max. ball
1x Dia
Ball tip by arcing on clean metal at low current DCRP (EP) then slowly
increase current to form the desired ball diameter. Return setting to AC.
Tungsten grinding
Shape by grinding longitudinally (never
radially). Remove the sharp point to
leave a truncated point with a at
spot. Diameter of at spot determines
amperage capacity (See below). The
included angle determines weld bead
shape and size. Generally, as the
included angle increases, penetration
increases and bead width decreases.
Use a medium (60 grit or ner)
aluminium oxidewheel.
Tungsten extension
General
purpose
3x Dia
General
purpose
3x Dia
Maximum
6x Dia
(in draft free areas)
Tungsten electrode tip shapes and current ranges
Thoriated, ceriated, and lanthanated tungsten electrodes do not ball
as readily as pure or zirconiated tungsten electrodes, and as such are
typically used for DCSP welding. These electrodes maintain a ground
tip shape much better than the pure tungsten electrodes. If used on
AC, thoriated and lanthanated electrodes often spit. Regardless of the
electrode tip geometry selected, it is important that a consistent tip
conguration be used once a welding procedure is established. Changes
in electrode geometry can have a signicant inuence not only on the
weld bead width, depth of penetration, and resultant quality, but also on
the electrical characteristics of the arc. Below is a guide for electrode tip
preparation for a range of sizes with recommended current ranges.
Electrode
diameter (mm)
Diameter arc
tip (mm)
Constant
included angle,
(degrees)
Current range
(A)
1.0 0.125 12 2 – 15
1.0 0.250 20 5 – 30
1.6 0.500 25 8 – 50
1.6 0.800 30 10 – 70
2.3 0.800 35 12 – 90
2.3 1.100 45 15 – 150
3.2 1.100 60 20 – 200
3.2 1.500 90 25 – 250
46
BOC Smootharc Multi 180/200 Operating manual