3
O equipamento deve ser montado procedendo-se do seguinte
modo:
• Montagem do carrinho.
• Fixação da unidade de resfriamento ao carrinho.
• Fixação da solda ao carrinho e ao equipamento de resfriamen-
to (ligações elétricas e hidráulicas).
• Montagem da unidade de tração sobre o gerador.
• Conexão da solda à rede de alimentação.
• Ligação do cabo de interligação tracionador-gerador.
• Ligação dos cabos da solda.
As instruções para a montagem de cada componente/opcional
estão contidas nas adequadas embalagens.
Conexão da solda à linha de uso
A conexão da máquina à rede de utilização é uma operação
que deve ser executada apenas e exclusivamente por pes-
soal qualificado.
Antes de conectar a solda à rede de utilização, verificar que
os dados da placa correspondam ao valor da tensão e fre-
quência de rede e que o interruptor de alimentação da solda
esteja na posição “O”.
Conectar a solda exclusivamente às redes industriais e não
à rede pública de distribuição.
A conexão à rede deve ser executada por meio de cabo quadripo-
lar fornecido ao equipamento. O cabo é constituído por:
•
Três condutores que servem para a ligação da máquina à rede.
•
O quarto, de cor AMARELO-VERDE, serve para executar a li-
gação do “TERRA”.
Conectar o cabo de alimentação a um plugue padronizado
(3p+t) de alcance adequado e predispor uma tomada de rede
dotada de fusível ou interruptor automático; o terminal de ter-
ra deve ser conectado ao condutor de terra (AMARELO-VER-
DE) da rede de alimentação.
A tabela 2 se refere aos valores de alcance aconselhados para
fusíveis de alimentação retardado.
NOTA: Eventuais extensões do cabo de alimentação devem ser
de secção adequada, em nenhum caso inferior àquela do cabo
de fornecimento.
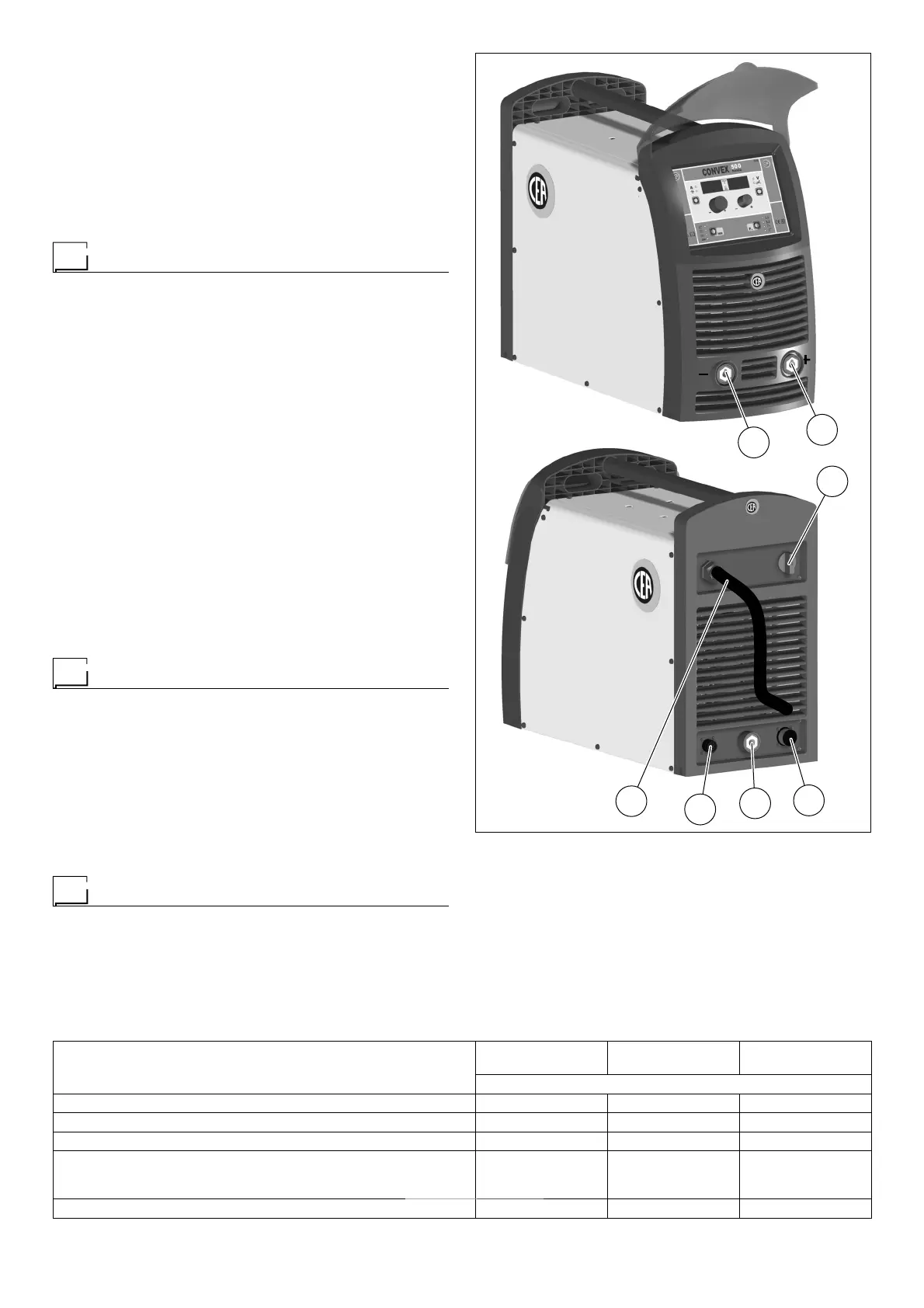
Normas de uso
APARELHOS DE COMANDO E CONTROLE (Fig. A)
Pos. 1 Engate rápido polaridade negativa.
Pos. 2 Engate rápido polaridade positiva.
Pos. 3 Interruptor de alimentação. Na posição “O” a solda está
desligada.
Pos. 4 Conector para ligação do cabo de interligação ou para
os comandos auxiliares da solda.
Pos. 5 Engate rápido polaridade positiva
Pos. 6 Conector para ligação do equipamento de resfriamen-
to.
Pos. 7 Cabo de alimentação da solda.
Solda MIG-MAG
Para iniciar a soldar em MIG-MAG executar (com a máquina des-
ligada) as seguintes operações.
1 - Ligação do tudo de gás e da tocha (Fig. B1-B2)
•
Conectar o tubo de gás ao redutor de pressão previamente mon-
tado sobre o cilindro.
3
4
5
6
7
1
2
FIG. A
•
Parafusar a tocha ao engate centralizado colocado sobre o pai-
nel frontal do tracionador e conectar os tubos de envio (cor azul)
e retorno (cor vermelha) da água, para o resfriamento da tocha,
aos respectivos engates rápidos (de cor azul e vermelha) colo-
cados sobre o painel frontal da tração.
2A - Ligação dos cabos – Solda com TOCHA POLO
POSITIVO (Fig. B1)
1) O cabo de interligação do tracionador-gerador serve para co-
nectar a solda ao tracionador.
Tabela 2
Modelo
CONVEX 330
basic
CONVEX 400
basic
CONVEX 500
basic
MIG-MAG welding
Potência consumida @ I
2
Max kVA 18,8 18,6 25,6
Fusível retardo (I
2
@ 60%) A 25 25 35
Corrente utilizável @ X% (40°C) A 330 (40%) 400 (50%) 500 (50%)
Cabo de conexão à rede
Comprimento
Seção
m
mm
2
4
4 × 2,5
4,5
4 × 4
4,5
4 × 6
Cabo de massa mm
2
50 50 70
 Loading...
Loading...








