Introduction of E-Cam Operation ASDA Series Application Note
2-24 March, 2015
the moving distance a of slave axis when cutting, it will be unable to increase the speed of
slave axis to satisfy the demand of short cutting length. If the value of R is too small, it might
need to modify the mechanism to conquer the problem.
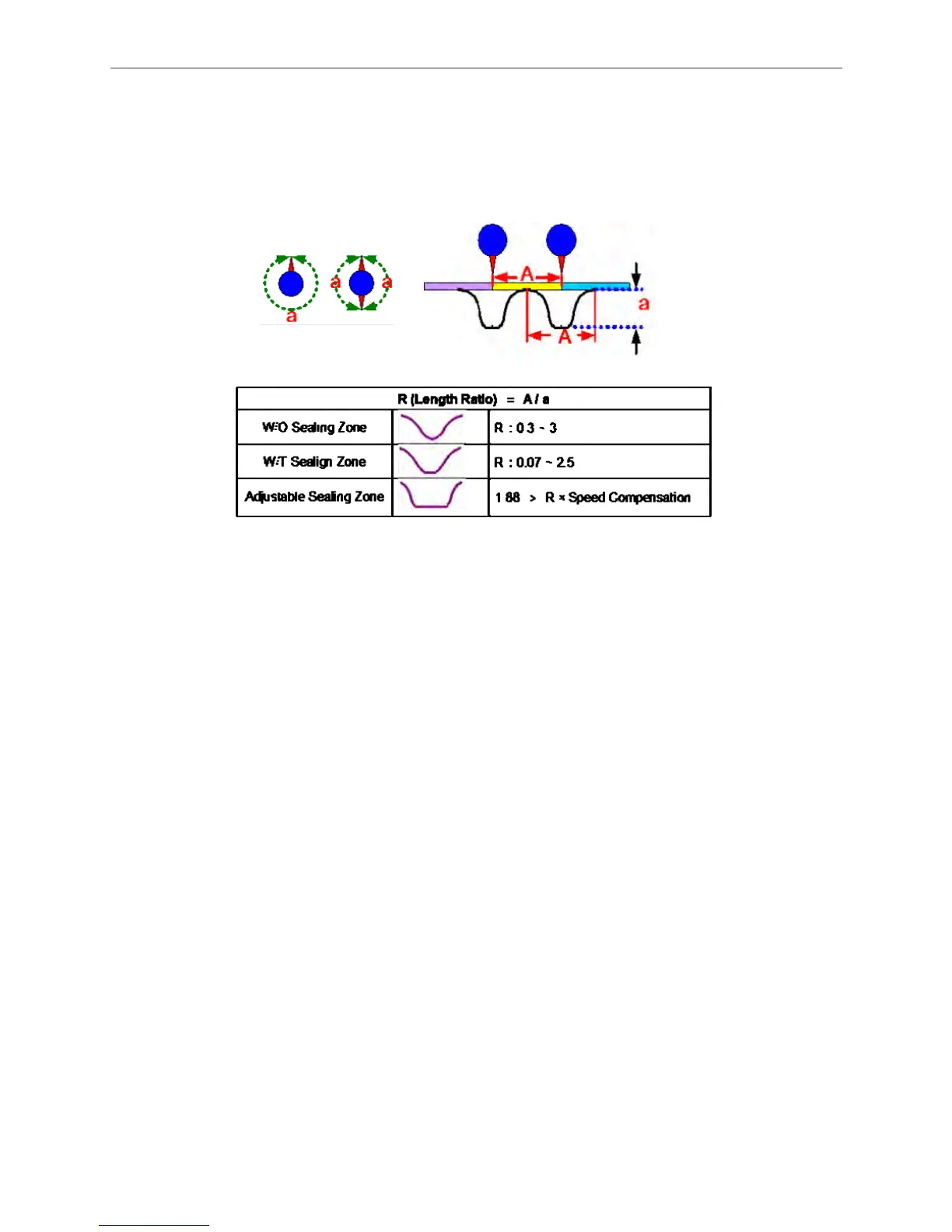
Please refer to Figure 2.34 for the limit of curve creation.
A:
Cutting length
a:
The moving distance of the slave axis when cutting
Figure 2.34 Range Limit for Creating the Curve by Software
Speed Compensation:
In some applications, the speed of the master axis and the slave axis is not consistent when
cutting. In this case, parameters of speed compensation can be used to modify the relative
speed between them. When speed compensation is set to a positive value, the slave axis will
operate faster than the master in constant speed area. When the speed compensation is set
to a negative value, the slave axis will operate slower than the master in constant speed
area.
 Loading...
Loading...





