Introduction of E-Cam Operation ASDA Series Application Note
2-34 March, 2015
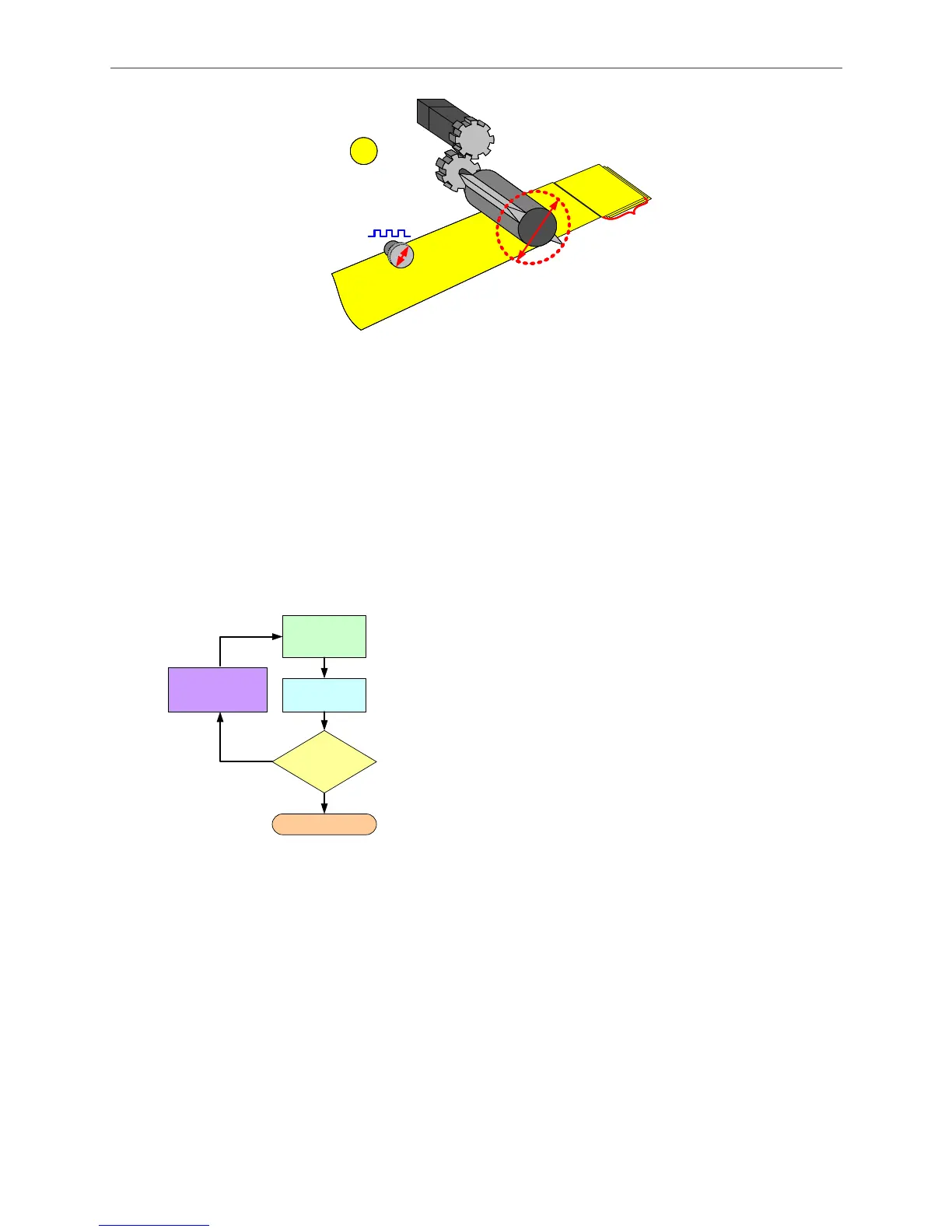
Gear Box
Tooth #A
(to motor)
Tooth#B
Cutting
Length
L
Diameter
d1
編碼器直徑
d2
Encoder pulse
number per
revolution
N
切刀的數目
C
3
P5-84 = N / (
π
* d2 (mm) ) * L ( mm) ,
P5-83 = 1
P5-94 = A * C
P5-95 = B
P5-96 = L (m m) / (* d 1 (mm) ) * C * Vc *
Vc = Speed compensation
Vc =1 Do not compensate
π
#A
#B
(to cutter)
L
d1
Diameter
d2
N
Number of
cutter
C
3
P5-84 = N / (
π
* d2 (mm) ) * L ( mm) ,
(Pulse number required for L)
P5-83 = 1
P5-94 = A * C
P5-95 = B
P5-96 = L (m m) / (* d 1 (mm) ) * C * Vc *
Vc =
π
10000001000000
Vc = 0.9, Slow down to 90 %, Vc = 1.1 Speed up to 110%
Figure 2.49 Mechanical Settings when Using Macro 6
Step 4: When all relevant parameters are set, write 6 to P5-97 to enable macro 6. After macro is
enabled, read P5-97 again. If its value is 0x1006, it means the table is successfully created by
the macro. If error codes are shown, please correct the parameter value according to the error
message.
Figure 2.50 Enable Macro Command 6
After the curve is created successfully, it can be used to enable the E-Cam. When system
setting is complete, most of the mechanical specification will not be changed. The parts that
will be modified might be the setting of cutting length of the material and speed
compensation. If the cutting length has to be changed, the setting can be done by entering
the new value of cutting length and relevant parameters. After enabling the macro (P5-97 =6),
a new E-Cam curve can thus be used. With this method, it is easy to modify relevant
settings.
Write P5-97 = 6
Read P5-97
P5-97 = 0x1006 ?
Modify the parameter
value according to the
error message
Success
True
False
List of error codes from P5-97 for #6 macro command
F061h: E-Cam engaged. Unable to create a table.
F062h: Value of P5-94 exceeds the range of 1~65535.
F063h: Value of P5-95 exceeds the range of 1~65535.
F064h: Value of P5-96 exceeds the range of 300000~250
F065h: Inappropriate address. Value of P5-81 exceeds
the range.
F066h: Value of P5-82 must be 7.
F067h: Value of E-gear ratio is too high. Lower the
value but keep the original ratio of P1-44 and
P1-45. (1280:100 128:10)

 Loading...
Loading...




