150
4.2.4. Surface Finish
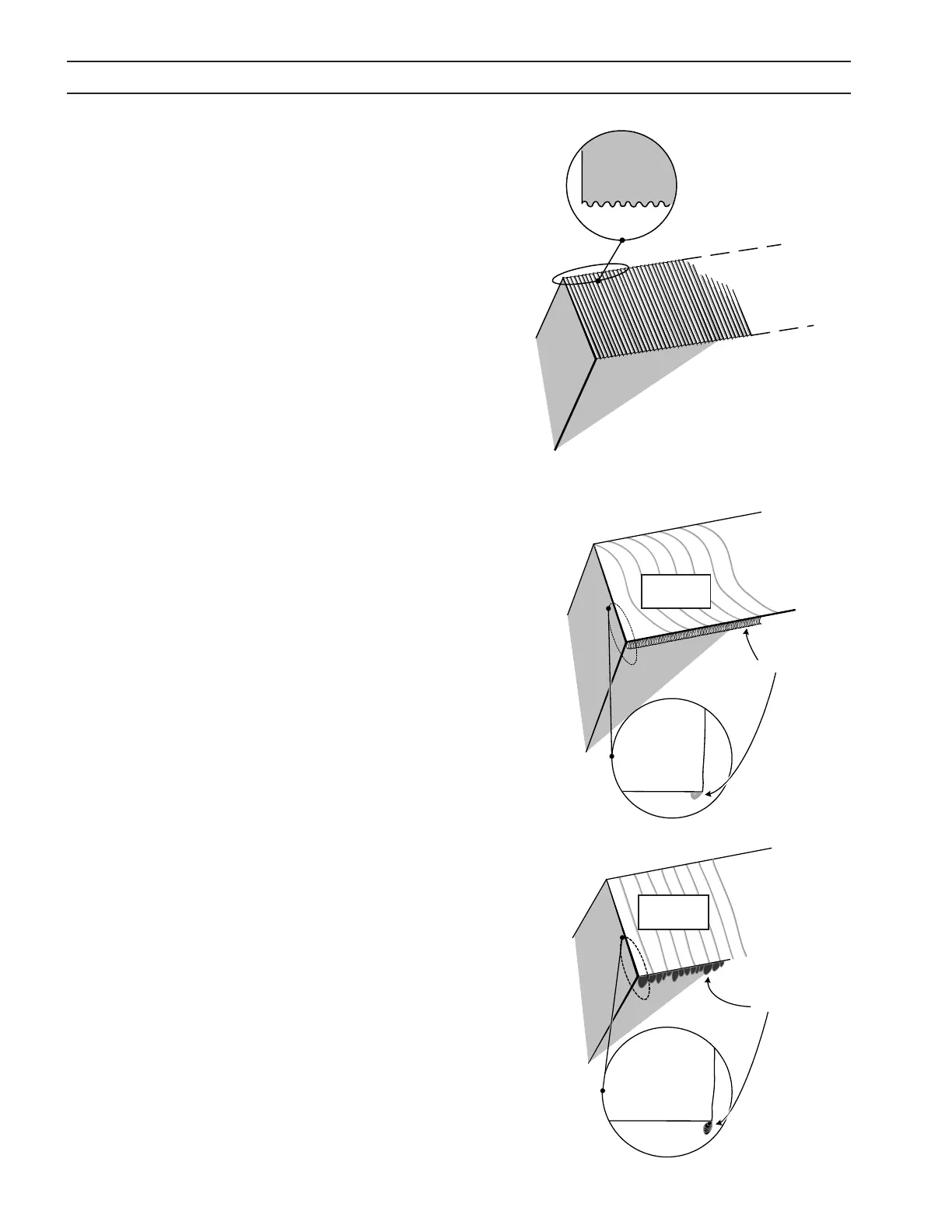
Process Induced Roughness
Cut face is consistently rough. May or may not be conned to
one axis.
Incorrect Shield Gas mixture (See Process Data).•
Worn or damaged consumables.•
Machine Induced Roughness
Can be dicult to distinguish from Process Induced Roughness.
Often conned to only one axis. Roughness is inconsistent.
Dirty rails, wheels and/or drive rack/pinion. (Re-•
fer to Maintenance Section in machine operation
manual).
Carriage wheel adjustment.•
or
Machine
Induced
Roughness
Process
Induced
Roughness
Cut Face
Top View
4.2.5. Dross
Dross is a by-product of the cutting process. It is the undesirable ma-
terial that remains attached to the part. In most cases, dross can be
reduced or eliminated with proper torch and cutting parameter setup.
Refer to Process Data.
High Speed Dross
Material weld or rollover on bottom surface along kerf. Dicult to re-
move. May require grinding or chipping. “S” shaped lag lines.
Stando high (arc voltage)•
Cutting speed fast•
Slow Speed Dross
Forms as globules on bottom along kerf. Removes easily.
Cutting speed slow•
Side View
Cut Face
Rollover
Lag Lines
Side View
Globules
Cut Face
Lag Lines
SECTION 4 OPERATION