151
CAUTION
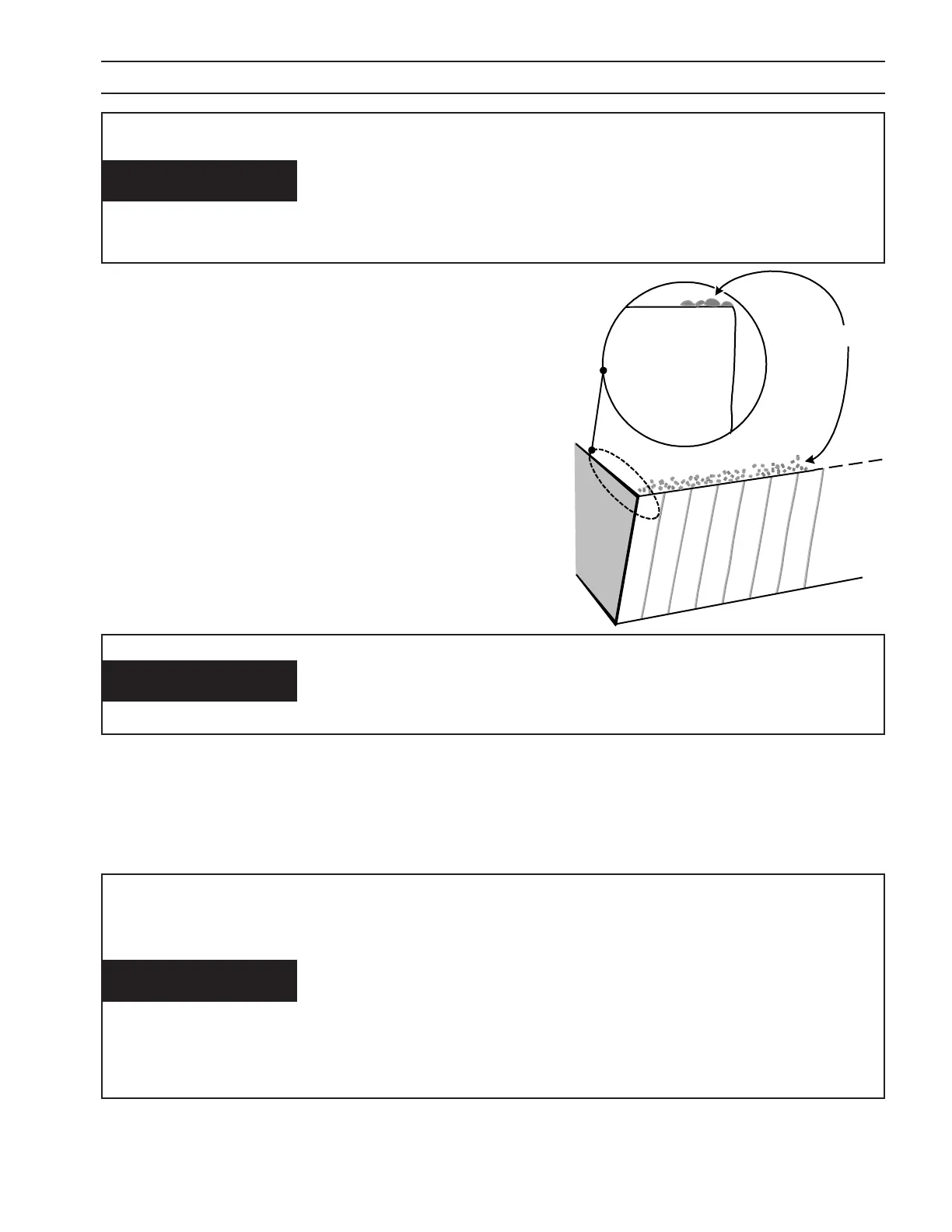
Top Dross
Appears as splatter on top of material. Usually removes easily.
Cutting speed fast•
Stando high (arc voltage)•
Intermittent Dross
Appears on top or bottom along kerf. Non-continuous. Can appear as
any kind of dross.
Possible worn consumables•
Other Factors Aecting Dross;
Material temperature•
Heavy mill scale or rust•
High carbon alloys•
4.2.6. Dimensional Accuracy
Generally using the slowest possible speed (within approved levels) will optimize part accuracy. Select consumables to allow
a lower arc voltage and slower cutting speed.
Side View
Cut Face
Splatter
Recommended cutting speed and arc voltage will give optimal cut-
be needed due to material quality, material temperature and specic
alloy. The operator should remember that all cutting variables are in-
terdependent. Changing one setting aects all others and cut qual-
ity could deteriorate. Always start at the recommended settings.
Before attempting ANY corrections, check cutting variables with the
factory recommended settings/consumable part numbers listed in
the Process Data.
Recommended cutting speed and arc voltage will give optimal cut-
ting performance.
-
ity, material temperature and specic alloy. The operator should re-
member that all cutting variables are interdependent. Changing one
setting aects all others and cut quality could deteriorate. Always
start at the recommended settings. Before attempting ANY correc-
tions, check cutting variables with the factory recommended set-
tings/ consumable part numbers listed in the process data.
SECTION 4 OPERATION
CAUTION
NOTICE