Signaux de sor-
tie du robot à la
source de cou-
rant
N° d ’ordre Description du signal Plage Activité
A01 Signal conduction de courant
(arc de soudage actif)
- High
A02 Signal limite (seulement RCU 5000i) - -
A03 Processus actif - High
A04 Signal courant principal - High
A05 Protection collision torche - High
A06 Source de courant prête - High
A07 Communication prête - High
A08 Réserve - -
A09 Numéro erreur Bit 0 (valeur 1) - High
A10 Numéro erreur Bit 1 (valeur 2) - High
A11 Numéro erreur Bit 2 (valeur 4) - High
A12 Numéro erreur Bit 3 (valeur 8) - High
A13 Numéro erreur Bit 4 (valeur 16) - High
A14 Numéro erreur Bit 5 (valeur 32) - High
A15 Numéro erreur Bit 6 (valeur 64) - High
A16 Numéro erreur Bit 7 (valeur 128) - High
A17 - A24 Sans usage - Low
A25 Contrôle immobilisation fil (wire-
stick)
- High
A26 - A32 Sans usage - -
A33 - A48 Tension de soudage (valeur réelle) 0 - 65535 0 - 100 V
A49 - A64 Courant de soudage (valeur réelle) 0 - 65535 0 - 1000 A
A65- A72 Courant moteur (valeur réelle) 0 - 255 0 - 5 A
Correction d‘impulsions
A73 - A80 Sans usage - -
A81 - A96 Vitesse de fil (valeur réelle) 0 - 65535 0 - 22 m
A97 Sortie 1 - 0 - 22 m
A98 Sortie 2 - -
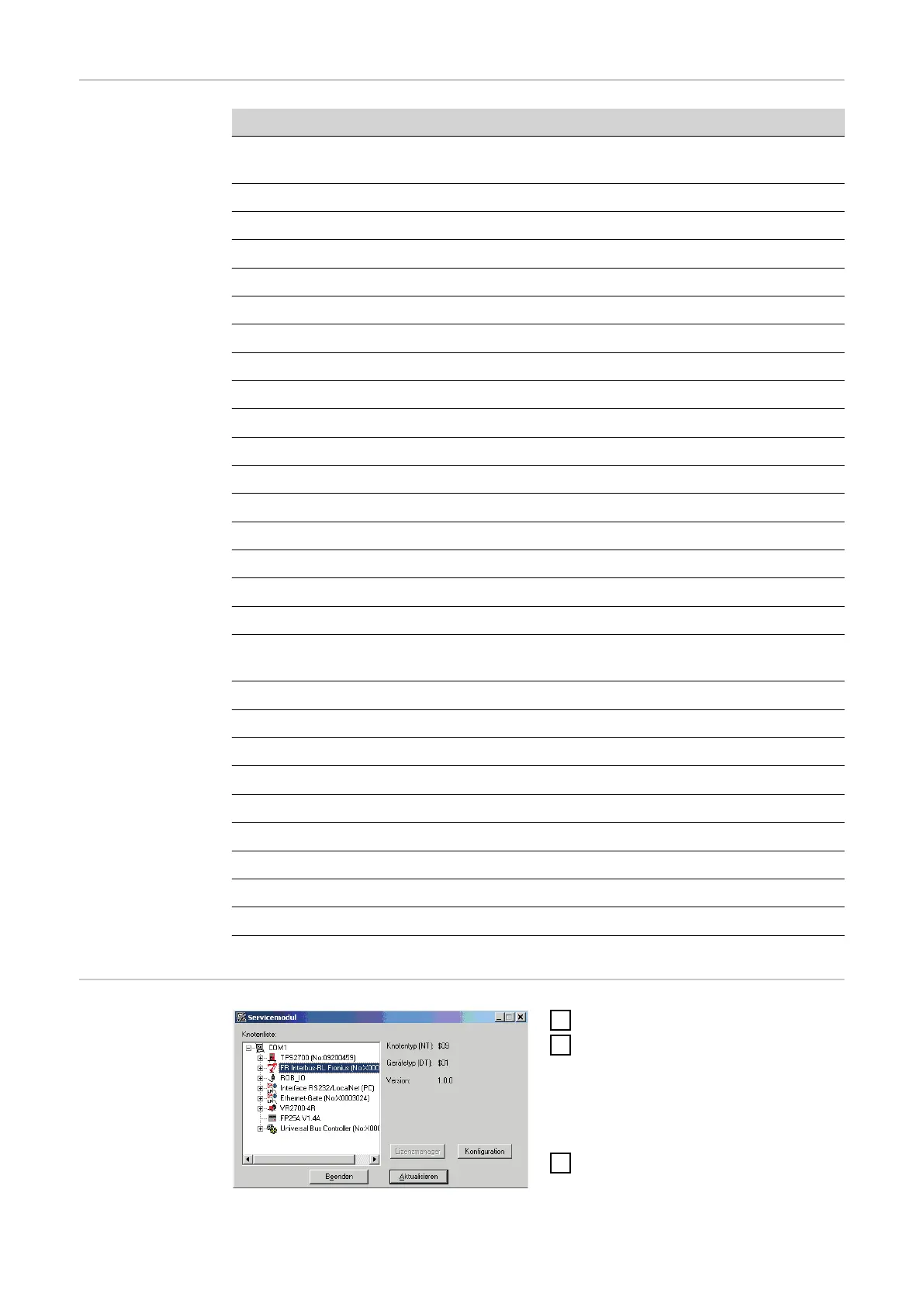
Configurer ROB
I/O
1
Ouvrir logiciel « Service module »
2
Dans la fenêtre « Service module
» (liste de noeuds), marquer
l’élément « FR Interbus-RL Froni-
us ... »
-
Le bouton « Configuration
» s’active.
3
Cliquer sur le bouton « Configura-
tion »
30