NOTE!
If Fdc is set to AUT, the value from the welding program database will be used.
If Fdc values are set manually and these values are faster than the wire feed speed that
was set for the welding operation then the feeder creep speed is equal to the wire feed
speed set for the welding operation.
Fdi
Feeder inching
Unit m/min ipm
Setting range 1 - max. 39.37 - max.
Factory setting 10 393.7
NOTE!
To facilitate the exact positioning of the wire electrode, the following sequences
are possible when the welder presses and holds the Feeder inching button down:
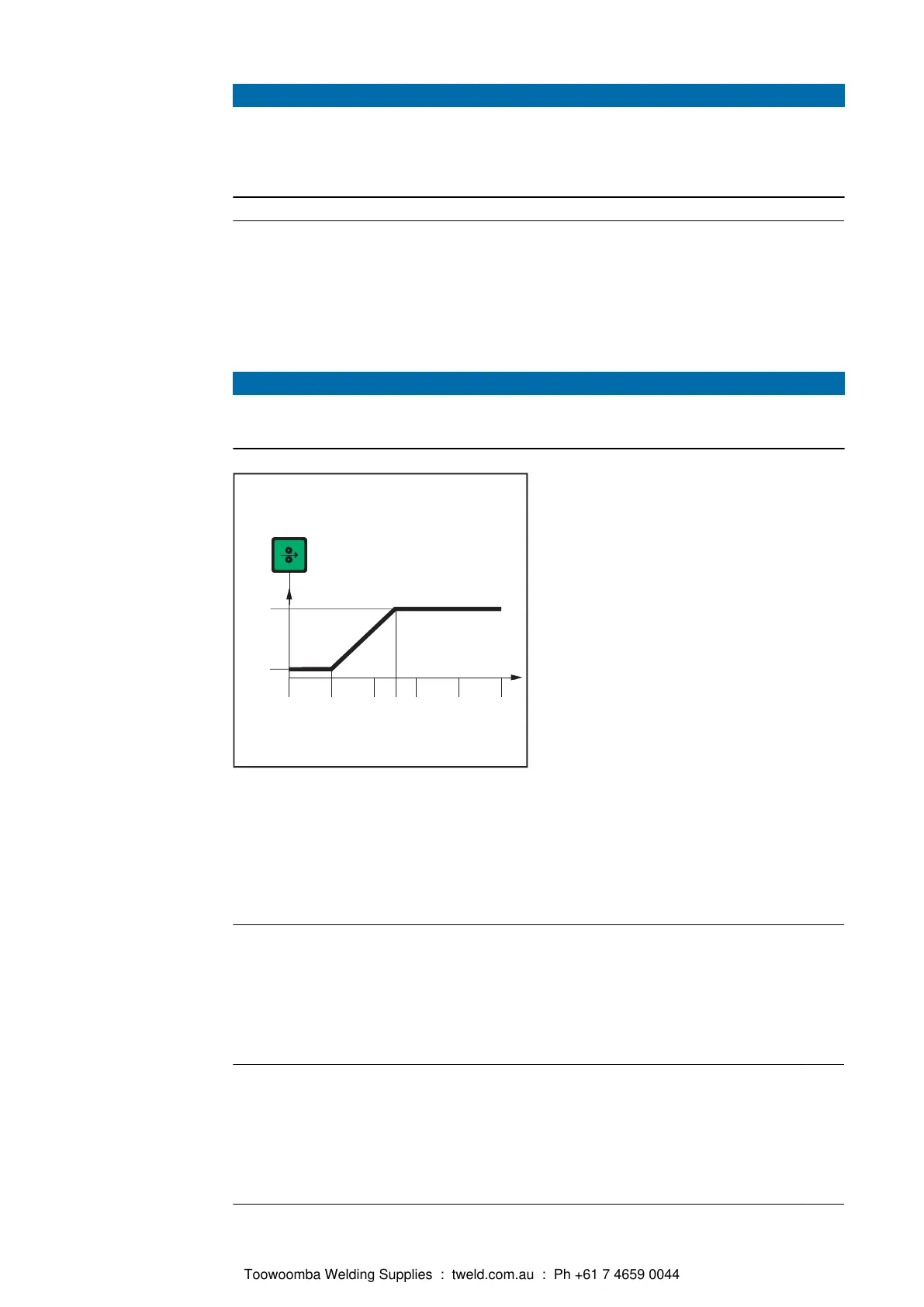
t (s)
123452,5
1
Fdi
(z.B. 22)
Passage over time of the wire feed speed when the
feeder inching button is pressed and held down
- Hold down the button for up to one
second ... Irrespective of the value
that has been set, the wire feed speed
remains at
1 m/min or 39.37 ipm for the first
second.
- Hold the button for up to 2.5
seconds ... After one second, the
wire feed speed increases at a uni-
form rate over the next 1.5 seconds.
- Hold the button for longer than 2.5
seconds ... After a total of 2.5
seconds, the wire is fed at a constant
rate equal to the wire feed speed set
for the Fdi welding parameter.
If the Feeder inching button is released and pressed again before one second has
elapsed, the sequence starts again from the beginning. This makes it possible to position
the wire continuously at the low wire feed speed of 1 m/min or 39.37 ipm when neces-
sary.
bbc
Burn-back time correction
Unit s
Setting range ± 0.20
Factory setting 0
dYn
dynamic - Arc force dynamic correction
Unit 1
Setting range ± 5
Factory setting -
142
Toowoomba Welding Supplies : tweld.com.au : Ph +61 7 4659 0044
 Loading...
Loading...