18
Abb. 22
Punktgasdüse
Wolframelektrode
SchweißpunktGasaustrittsöffnungen
Funktionsablauf:
- Die Anlage schaltet automatisch auf 2-Taktbetrieb
- LED-Anzeige
leuchtet
- Stromabsenkzeit wird direkt an der Stromquelle eingestellt.
- Zum Punktschweißen wird eine spezielle Punktdüse verwen-
det, welche isoliert am Konus sitzt.
- Wolframelektrode je nach Punktgröße ca. 2 - 3 mm vom
Düsenrand zurückgesetzt montieren (Abb. 22)
- Punktierstrom und Zeit am Fernregler einstellen
- Brenner mit Punktdüse am Blech aufsetzen (Abb. 22)
- Unter leichtem Druck auf das Grundmaterial und Betätigen der
Brennertasterwippe Punktiervorgang einleiten.
(Luftspalt vermeiden!)
Zurückziehen und Loslassen der Brennertaste
Abb.21
I
t
I
H
Zyklus-Start
Gasvorströmzeit
Stromanstieg über UP-Slope
Gasnachströmzeit
Schweißende
Zünden des Lichtbogens
Punkten mit eingestelltem
Schweiß-strom I
H
in
Verbindung mit Punktzeit
t
H
Stromabsenkung über
Down-Slope
t
H
Der Punktiervorgang läuft automatisch wie folgt ab:
- Zurückziehen und Loslassen der Brennertasterwippe
- Gasvorströmzeit läuft ab
- Lichtbogen zündet mit Suchlichtbogenstrom
- Strom steigt über den eingestellten Up-Slope auf den Wert
des am Regler eingestellten Punktierstromes an
- Die mit dem Regler eingestellte Punktierzeit (0,5 - 8 Sec.)
läuft ab.
- Der Strom sinkt in der eingestellten Zeiteinheit über den
Down-Slope (Regler ) auf einen Minimumstromwert von 3A
und schaltet ab.
- Gasnachströmzeit läuft ab.
Achtung! Durch erneutes Zurückziehen und Loslassen der
Brennertasterwippe kann im Störungsfall der automatische
Punktierablauf von hand unterbrochen werden!
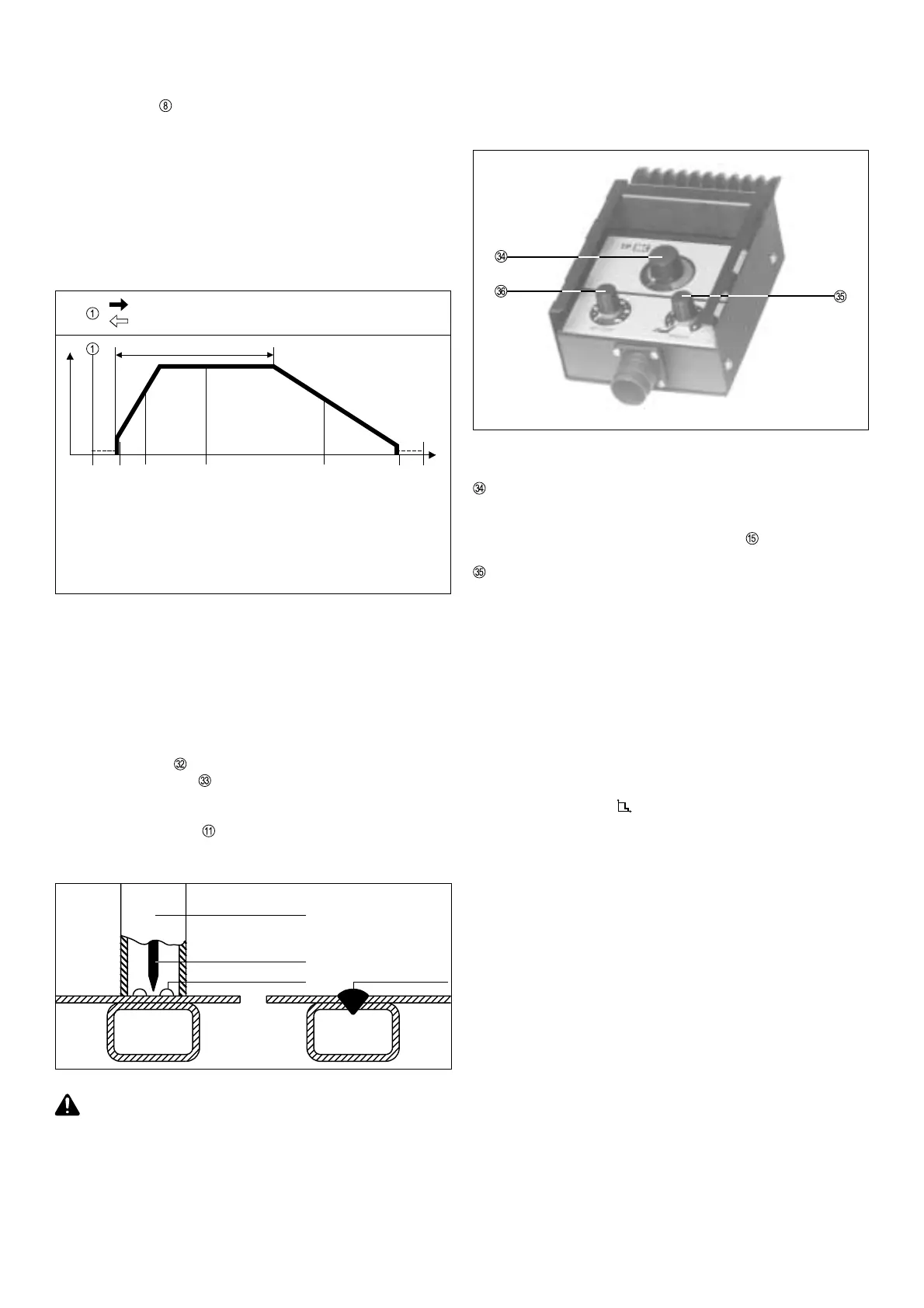
FERNREGLER TPmc
Dieser Arbeitsplatzfernregler wird speziell für die Elektroden-
hand- und WIG-DC-Schweißung verwendet. (Magnet, zur Fern-
reglerbefestigung am Werkstück ist montiert !)
SCHWEISS-STROMREGLER = Hauptstrom I
H
Stufenlose Einstellmöglichkeit des Schweißstromes von
3 bzw. 5 - 200A (WIG) bzw. 3 - 180A (Elektrode);
(siehe auch Beschreibung Seite 11, Pkt. )
DYNAMIKREGLER
Beeinflußt die Kurzschlußstromstärke im Moment des Tro-
pfenüberganges (Elektrode / Werkstück)
Bei Skalenwert “0” WIG erhöht sich die Kurzschluß-Stromstärke
im Moment des Tropfenüberganges nicht
(weicher Lichtbogen)
Anwendungsbereich:
- WIG-DC-Schweißung
- Rutil-Elektroden (feintropfig)
- Kb-Elektroden im mittleren und oberen Stromstärkenbereich
Achtung! Kb-Elektroden neigen, wenn sie unterbelastet ver-
schweißt werden, zum “FESTKLEBEN AM WERKSTÜCK”!
Bei Skalenwert “10” erhöht sich die Kurzschluß-Strom-
stärke im Moment des Tropfenüberganges erheblich.
(Harter Lichtbogen)
Anwendungsbereich:
- Kb-Elektroden (grobtropfig), wenn diese im unteren Strombe-
reich verschweißt werden. (Steignaht, Kantenauftragung,
Wurzel usw.)
Hinweise für die Praxis!
Mit Erhöhung der Einstellwerte am Dynamikregler ergeben sich
bei Rutil-, Kb- oder Sonderelektroden folgende Merkmale:
- Gutes Zündverhalten
- Verminderung von Schweißaussetzern
- Geringes Festbrennen
- Gute Wurzelerfassung
- Fallweise etwas mehr Spritzer
- Bei der Dünnblechschweißung nimmt die Gefahr des “Durch-
fallens” zu.
- Für Füllnähte Anstreben eines etwas härteren Lichtbogens.
- Bei feintropfigen Elektroden (Ti) treten diese Symptome weni-
ger in Erscheinung, da der Werkstoffübergang beim Schweiß-
prozeß beinahe kurzschlußfrei erfolgt.
Abb.23