12
b) Service à courant direct:
- Le courant d’amorçage est réglé pour le diamètre de
l’électrode en tungstène de chaque cas.
Le régulateur
n’est pas actif dans le mode de fonctionne-
ment d’électrode.
SÉLECTEUR de TYPE DE COURANT / /
sert à la présélection du type de courant désiré et à la commu-
tation de la polarité lors du soudage TIG et du SOUDAGE
MANUEL D’ÉLECTRODE EN BARRE
Description fonctionnelle:
1. : (= courant continu = soudage TIG d’aciers non
alliés, faiblement alliés ou haut alliés, bronzes Sn
ou Cu, cuivre, etc.)
a) Mode de fonctionnement TIG = DEL ou allumé
- Le pôle négatif se trouve sur l’électrode en tungstène
b) Mode de fonctionnement SOUDAGE MANUEL À
L’ÉLECTRODE ENROBÉE = DEL allumé
- Le pôle négatif se trouve sur l’électrode en barre
2.
: (= courant continu => soudages spéciaux TIG)
a) Mode de fonctionnement TIG = DEL ou allumé
- Le pôle négatif se trouve sur l’électrode en tungstène
Attention! Un système de blocage électronique incorporé
en série évite que le pôle positif se mette sur l’électrode en
tungstène dans le mode de fonctionnement TIG et celle-ci
soit endommagée par surcharge.
b) Mode de fonctionnement SOUDAGE MANUEL À
L’ÉLECTRODE ENROBÉE = DEL allumé
- Le pôle positif se trouve sur l’électrode en barre
(le système de blocage est automatiquement hors fonction)
3.
: (= courant alternatif = soudage TIG d’aluminium et
ses alliages, bronze d’aluminium, etc.)
a) Mode de fonctionnement TIG = DEL ou allumé
- courant alternatif sur l’électrode en tungstène
b) Mode de fonctionnement SOUDAGE MANUEL À
L’ÉLECTRODE ENROBÉE = DEL allumé
- Le courant alternatif se trouve sur l’électrode en barre
Les paramètres suivants sont prédéfinis par un programme
interne:
- prédébit de gaz................ 0,4 sec.
- arc chercheur
- avec mode de fonctionnement CC 36% du I
H
avec mode de fonctionnement CA 50% du I
H
- Up-Slope.......................... 1,0 sec.
- postdébit de gaz...............dépendant du courant 5 - 15 sec.
- fréquence......................... 60 Hz
Tous les paramètres peuvent être modifiés individuellement par
un menu de programme.
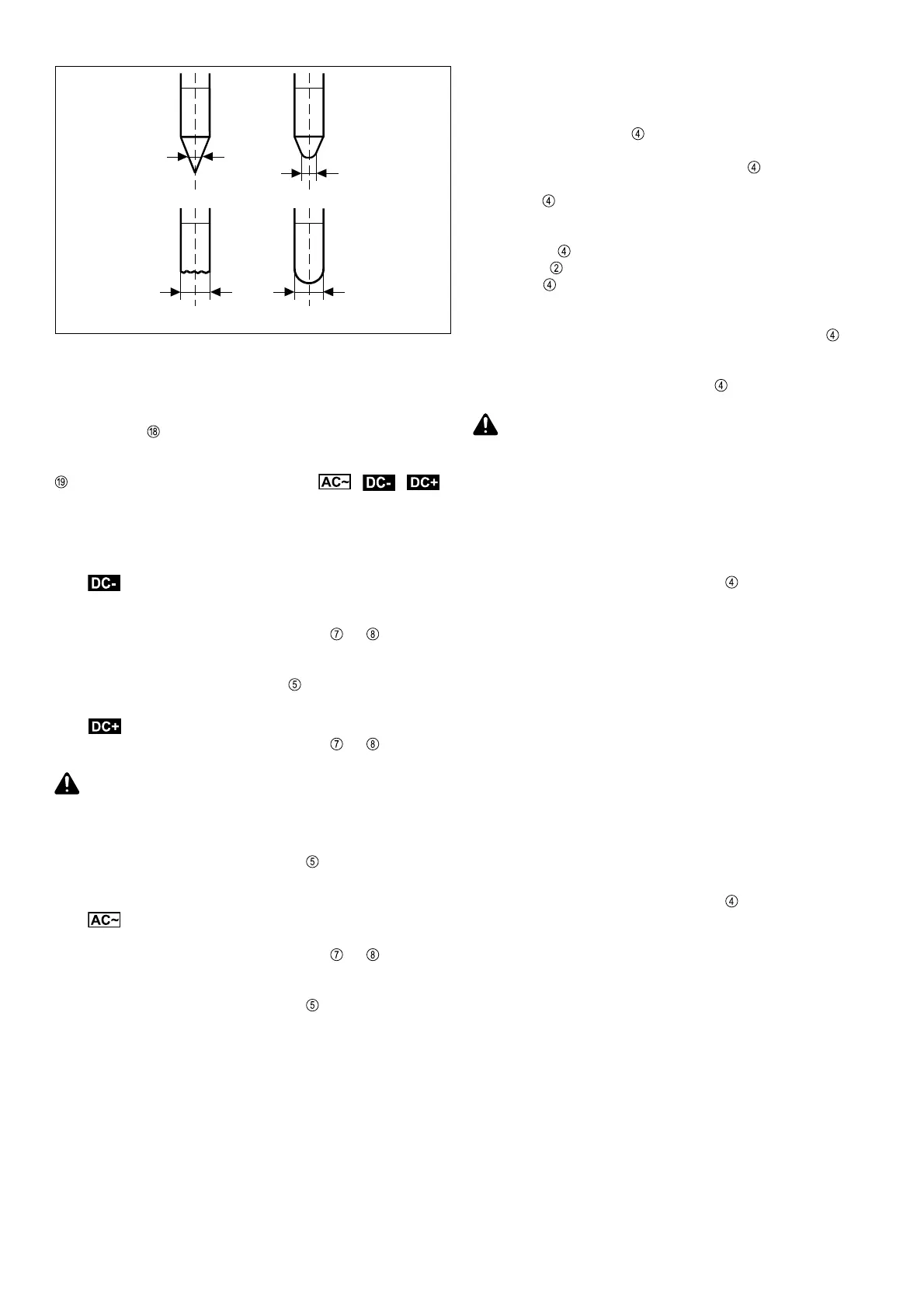
Fig. 10 Représentation schématique de la formation de globes
après l'amorçage
avant l'amorçage
1) ACCÈS AUX DIFFÉRENTS NIVEAUX DE
PROGRAMME
1.1) Niveau de préréglage: Appuyer sur le sélecteur de mode
de fonctionnement
, en même temps il faut connecter
l’appareil. Quand trois lignes sont affichées, il faut lâcher le
sélecteur de mode de fonctionnement
.
1.2) Niveau 1: Appuyer sur le sélecteur de mode de fonctionne-
ment , en même temps il faut connecter l’appareil. Quand
trois lignes sont affichées, il faut appuyer une fois sur la
gâchette du pistolet avec sélecteur de mode de fonction-
nement appuyé --> l’affichage indique P1 dans l’ampère-
mètre --> lâcher le sélecteur de mode de fonctionne-
ment .
1.3) Niveau 2: Même procédure qu’au niveau 1, mais il faut
appuyer deux fois sur la gâchette du pistolet --> affichage P2
--> lâcher le sélecteur de mode de fonctionnement .
1.4) Niveau 3: Même qu’au niveau 1, mais appuyer trois fois sur
la gâchette du pistolet --> affichage P3 --> lâcher le sélec-
teur de mode de fonctionnement .
Attention! Pour la sélection des préréglages mentionnés
sous point 1.1 il est important de savoir si l’appareil se trouve
dans le mode de fonctionnement de TIG ou d’électrode. Les
paramètres correspondants sont sélectionnés suivant le
mode de fonctionne- ment.
2) PARAMÈTRES
2.1) Niveau - préréglages - TIG:
Tous les paramètres peuvent être sélectionnés par le sélec-
teur de mode de fonctionnement - et modifiés par la
gâchette du pistolet.
- GAS prédébit de gaz 0,2 - 2 s
- G-L postdébit de gaz à I
min
2,0 - 26 s
- G-H postdébit de gaz à I
max
2,0 - 26 s
- UPS Up-Slope 0,2 - 7 s
- SCU Starter Current
(arc chercheur 10 - 100% à CC, 30 - 100% à CA)
- I3 Courant diminué 0-100% de I
H
- StS Mode de fonctionnement spécial à 2 temps
ON/OFF
- SFS Service spécial à 4 temps OFF/1/2
- PRO (programme): mémorisation des paramètres réglés
en poussant en avant la gâchette du pistolet.
- FAC (Factory) activation des paramètres préréglés par
Fronius en poussant en avant la gâchette du pistolet.
2.2) Niveau - préréglages - électrode:
Tous les paramètres peuvent être sélectionnés par le sélec-
teur de mode de fonctionnement
- et modifiés par la
gâchette du pistolet.
- Hti période de Hotstart 0,2 - 2 s
- HCU courant de Hotstart 0 - 100%
- dYn dynamique 0 - 100A
- PRO (programme): mémorisation des paramètres réglés
en poussant en avant la gâchette du pistolet.
- FAC (Factory) activation des paramètres préréglés par
Fronius en poussant en avant la gâchette du pistolet.
- Avec électrode AC la fréquence réglée au niveau 3 est
valable. La forme de la courbe avec une électrode AC est
généralement rectangulaire.
Paramètres du programme prédéfini par Fronius:
GAS 0,4 s Hti 0,5 s
G-L 5,0 s HCU 50%
G-H 15,0 s dyn 30A
UPS 1,0 ACF 60 Hz
SCU CC 36% POS sin
CA 50% nEG rEC
SFS OFF I3 50%
StS OFF