12
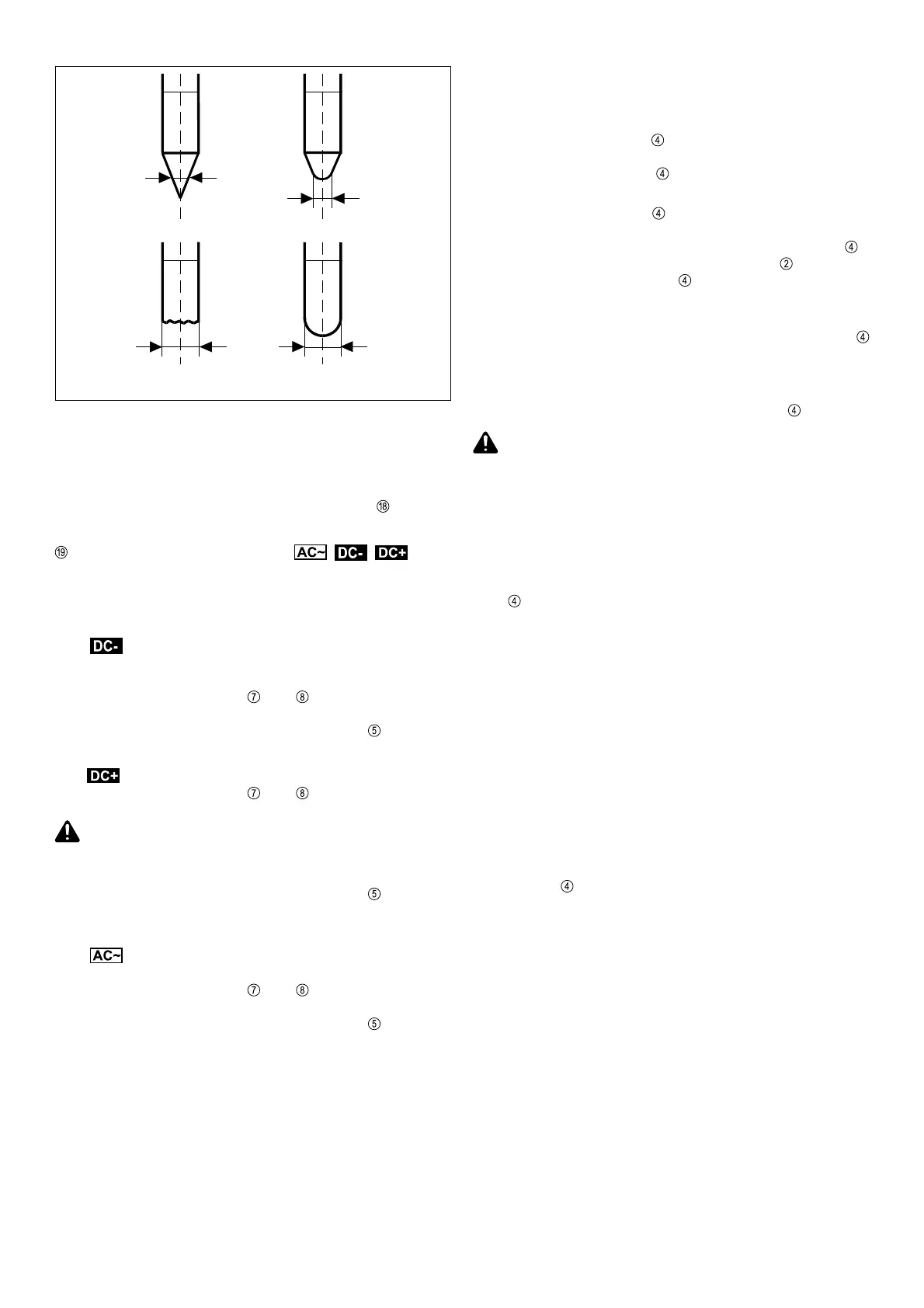
Abb. 10 Schematische Darstellung der Kugelbildung
nach Zündung
vor Zündung
1. EINSTEIGEN IN DIE JEWEILIGEN
PROGRAMMEBENEN
1.1. Ebene Voreinstellungen:
Funktionswahlschalter drücken, gleichzeitig das Gerät-
einschalten. Sobald drei Striche in der Anzeige erscheinen,
Funktionswahlschalter loslassen.
1.2. Ebene 1:
Funktionswahlschalter
drücken, gleichzeitig das Gerät
einschalten. Sobald 3 Striche in den Anzeigen erscheinen,
Brennertaste bei gedrücktem Funktionswahlschalter
1x drücken --> Anzeige zeigt P1 im A-Meter
--> Funktionswahlschalter loslassen.
1.3. Ebene 2:
Vorgangsweise wie in Ebene 1, jedoch Brennertaste 2x
drücken --> Anzeige zeigt P2, Funktionswahlschalter
loslassen.
1.4. Ebene 3:
Wie Ebene 1, jedoch Brennertaste 3x drücken -->
Anzeige zeigt P3 --> Funktionswahlschalter
loslassen.
Achtung! Für die Anwahl der Voreinstellungen, wie unter
Pkt. 1.1. angeführt, ist es wichtig, ob das Gerät in Betriebsart
WIG oder Elektrode steht. Entsprechend der jeweiligen
Betriebsart werden die dazugehörigen Parameter ange-
wählt.
2. PARAMETER
2.1. Ebene-Voreinstellungen-WIG:
Sämtliche Parameter können mit dem Funktionswahlsch.
angewählt - und mit der Brennertaste verändert werden.
- GAS Gasvorströmung 0,2 - 2s.
- G-L Gasnachströmung bei I
min
2,0 - 26s.
- G-H Gasnachströmung bei I
max
2,0 - 26s.
- UPS Up-Slope 0,2 - 7s.
- SCU Starter Current
(Suchlichtbogen 10 - 100% bei DC, 30 - 100% bei AC)
- I3 Absenkstrom 0-100% von I
H
- StS Spezial-2-Taktbetrieb ON/OFF
- SFS Spezial-4-Taktbetrieb OFF/1/2
- PRO (Programm) : Abspeichern der eingestellten Para-
meter durch Vordrücken der Brennertaste.
- FAC (Factory) Aktivieren der von Fronius voreingestell-
ten Parameter durch Vordrücken der Brennertaste.
2.2. Ebene-Voreinstellungen-Elektrode:
Sämtliche Parameter können mit dem Funktionswahl-
schalter angewählt - und mit der Brennertaste verändert
werden.
- Hti Hotstart Zeit 0,2 - 2s
- HCU Hotstartstrom 0 - 100%
- dYn Dynamik 0 - 100A
- PRO (Programm) : Abspeichern der eingestellten Para-
meter durch Vordrücken der Brennertaste.
- FAC (Factory): Aktivieren der von Fronius voreingestell-
ten Parameter durch Vordrücken der Brennertaste.
- Bei Elektrode-AC gilt die in Ebene 3 eingest. Frequenz.
Die Kurvenform ist bei Elektrode-AC generell Rechteck.
Parameter des vorgegebenen Fronius-Programmes:
GAS 0,4s Hti 0,5s
G-L 5,0s HCU 50%
G-H 15,0s dyn 30A
UPS 1,0s ACF 60Hz
SCU DC 36% POS sin
AC 50% nEG rEC
SFS OFF I3 50%
StS OFF
2.3. Ebene 1:
- Servicemenü mit diversen Testprogrammen
b) DC-Betrieb:
- Einstellen des Zündstromes für den jeweiligen Wolfram-
elektrodendurchmesser
Bei Betriebsart Elektrode ist der Einstellregler
inaktiv.
WAHLSCHALTER für STROMART / /
dient zur Vorwahl der gewünschten Stromart, sowie zum Um-
schalten der Polarität sowohl bei der WIG-, als auch bei der
STABELEKTRODEN-HANDSCHWEISSUNG
Funktionsbeschreibung:
1.
: (= Gleichstrom => WIG-Schweißen von un-, nied-
rig- und hochlegierten Stählen, Sn- oder Cu-Bron-
zen, Kupfer usw. )
a) Betriebsart WIG => Led oder leuchtet
- Minuspol liegt an der Wolframelektrode
b) Betriebsart E-HANDSCHWEISSEN => Led leuchtet
- Minuspol liegt an der Stabelektrode
2.
: (= Gleichstrom => WIG-Sonderschweißungen)
a) Betriebsart WIG => Led oder leuchtet
- Minuspol liegt an der Wolframelektrode
Achtung! Eine serienmäßig eingebaute elektronische
Verriegelung verhindert, daß bei Betriebsart WIG der Plus-
pol an die Wolframelektrode geschaltet - und diese durch
Überbelastung beschädigt wird.
b) Betriebsart E-HANDSCHWEISSEN => Led leuchtet
- Pluspol liegt an der Stabelektrode
(Verriegelung ist automatisch außer Funktion)
3. : (= Wechselstrom => WIG-Schweißen von Alumini-
um und deren Legierungen, Alu-Bronze usw.)
a) Betriebsart WIG => Led oder leuchtet
- Wechselstrom liegt an der Wolframelektrode
b) Betriebsart E-HANDSCHWEISSEN => Led leuchtet
- Wechselstrom liegt an der Stabelektrode
Folgende Parameter werden durch ein internes Programm vor-
gegeben:
- Gasvorströmzeit .................... 0,4 Sek.
- Suchlichtbogen
bei Betriebsart DC 36% des I
H
bei Betriebsart AC 50% des I
H
- Up-Slope................................ 1,0 Sek.
- Gasnachströmzeit.................. stromabhängig 5-15 Sek.
- Frequenz................................ 60 Hz
Sämtliche Parameter können über ein Programmenü individuell
verändert werden.