13
DEUTSCH
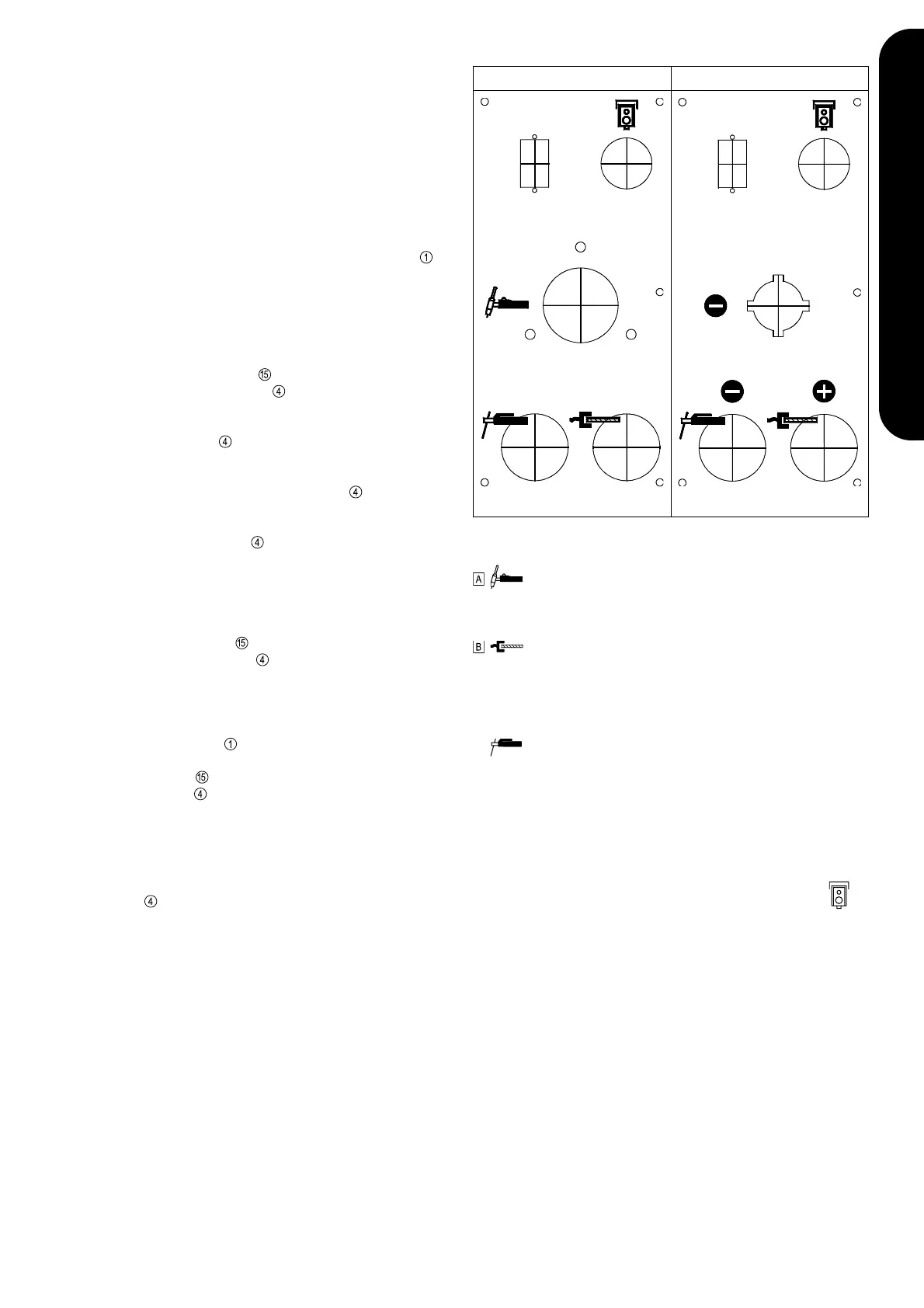
Abb. 11 Brenner bzw. Schweißkabelanschlüsse an der Geräte-Frontseite.
MAGIC WAVE 2000 Fuzzy TRANSTIG 2000
2.4. Ebene 2:
Codeschloß:
Die Geräte MW 2000 Fuzzy bzw. Transtig 2000 sind mit
einem elektronischen Codeschloß ausgerüstet.
Allgemein:
a) Fabriksmäßig ist das Codeschloß nicht aktiviert.
b) Änderungen der Zahlenkombination sollten unbedingt
vermerkt werden
c) Wird 3-mal die falsche Zahlenkombination eingegeben,
schaltet das Gerät automatisch ab und läßt sich nur
durch AUS-EIN schalten des Netzhauptschalters
wieder starten
Ändern und Ein- bzw. Ausschalten des Codeschloßes:
- Einsteigen in Programmebene 2, in Pkt. 1 beschrieben
- Eingabe der aktuellen 3-stelligen Codenummer
(bei Neugerät 321)
- Mit Hauptstromregler I
H
Zahlen zwischen 0-9 einge-
ben. Zahl mit Wahlschalter quittieren. Auf diese Weise
die Zahlenkombination eingeben.
- Ändern der Codenummer
Mit Wahlschalter die einzelnen Stellen der Zahlen-
kombination ansteuern und durch Vordrücken der Bren-
nertaste Zahl zwischen 0-9 eingeben. Nach Eingabe der
neuen Kombination mit Wahlschalter auf Pkt. Cod
ON-OFF schalten. Codeschloß wird mit Brennertaste
ein- oder ausgeschaltet. Auf Display erscheint ON bzw.
OFF. Mit Wahlschalter weiter auf Pro schalten.
- Pro (Programm) Programmieren der Codeparameter
(Zahlenkombination plus Code ON oder OFF).
Brennertaste nach vor drücken. Danach erneute Abfra-
ge des geänderten Zahlencodes. Durch Eingabe der
neuen Zahlenkombination wird Code gespeichert. Mit
Hauptstromregler I
H
Zahlen zwischen 0-9 eingeben.
Zahl mit Wahlschalter quittieren.Wird 3-mal hinter
einander eine falsche Kombination eingegeben, schal-
tet Gerät wie in Pkt. c) beschrieben, ab.
Inbetriebnahme des Gerätes bei aktiviertem Codeschloß:
- Netzhauptschalter einschalten. Am Display erscheint
sofort die Aufforderung zur Codenummerneingabe (Cod)
- Mit Regler I
H
Zahlenkombination eingeben und mit
Wahlschalter quittieren.
- Wurde die 3-stellige Zahlenkombination auf diese Wei-
se eingegeben, ist das Gerät schweißbereit.
2.5. Ebene 3 (Nur bei AC-Geräten!):
Sämtliche Parameter können mit dem Funktionswahl-
schalter angewählt - und mit der Brennertaste verändert
werden.
- ACF AC-Frequenz 40 - 100Hz (bei Elektrode und WIG)
- POS Positive Halbwelle (tri, SIN, rEC) nur bei WIG
- nEG Negative Halbwelle (tri, SIN, rEC) nur bei WIG
- PRO (Programm) : Abspeichern der eingestellten Para-
meter durch Vordrücken der Brennertaste.
[tri (=Dreieck), SIN (=Sinus), rEC (=Rechteck)]
WIG-Brenneranschluß (gasgekühlt)
- Dient zum Anschluß der zentralen GAS-STROM-Versor-
gung des Schweißbrenners
STROMBUCHSE mit Bajonettverschluß dient:
a) Als Massekabelanschluß bei der WIG-Schweißung
b) Zum Anschluß des Handelektroden -bzw. des Masseka-
bels bei der Elektrodenhandschweißung je nach Elektro-
dentype.
STROMBUCHSE mit Bajonettverschluß dient:
- Zum Anschluß des Handelektroden - bzw. des Masseka-
bels bei der Elektrodenhandschweißung je nach Elektro-
dentype.
BRENNER-STEUERSTECKDOSE
- Steuerstecker des Schweißbrenners einstecken und ver-
riegeln.
ANSCHLUSSBUCHSE (10 polig) f. Fernreglerbetrieb
- Stecker des Fernreglerkabels seitenrichtig einstecken und
mit Überwurfmutter fixieren.
- Fernreglererkennung erfolgt automatisch, daher kein Um-
schalten intern/extern.
- Die kurzschlußfeste Versorgungsspannung der Fernreg-
ler gewährleistet Schutz für die Elektronik bei eventueller
Beschädigung des Fernreglerkabels.
- Die Einstellung des gewünschten Schweißstromes erfolgt
direkt am jeweiligen Fernregler.