11
DEUTSCH
EINSTELLREGLER für WOLFRAMELEKTRODEN-
DURCHMESSER (von 0 - 3,2mm)
a) AC-Betrieb:
- Automatische Kugelbildung an der Wolframelektrode.
Brennertasterwippe vor Schweißbeginn kurz vordrük-
ken, danach Schweißvorgang einleiten. Ausgehend von
einer spitzen oder stumpfen Wolframelektrode wird eine
Kugel mit dem durch Regler voreingestellten Wert
gebildet.
- wird die Brennertasterwippe nicht nach vorgedrückt, läßt
sich mit Regler der Zündstrom für den jeweiligen
Wolframelektrodendurchmesser einstellen.
HAUPTSTROM-REGLER I
H
= Schweißstrom:
- Stufenlose Schweißstrom-Einstellung im Bereich von 3
bzw. 5 - 200A (WIG) bzw. 3 - 180A (Elektrode)
- LED-Anzeige leuchtet
Das digitale Amperemeter zeigt den Stromsollwert bereits
im Leerlauf an und schaltet dann auf Istwert-Anzeige um.
Sollwert = gewünschter Schweißstrom
Istwert = tatsächlicher Schweißstrom
ENDKRATERSTROM: I
E
- Nur im 4-Taktbetrieb möglich
- Wird in Prozent vom Hauptstrom eingestellt.
- Das Absenken des Schweißstromes auf den Endkrater-
strom wird über die Brennertaste eingeleitet und von der
LED-Kontrolleuchte angezeigt.
BALANCEREGLER /
- Beeinflussungsmöglichkeit der positiven - und negativen
Halbwelle, ermöglicht Anpassung an das jeweilige
Schweißproblem durch Optimierung der Reinigungs- und
Einbrandverhältnisse.
- Beeinflussung der Wolframelektrodenbelastung = Opti-
mierung der Kalottenbildung (Abb. 9c)
- Funktion nur im AC~Bereich auf / und gege-
ben (Einstellregler automatisch außer Betrieb nach
Umschalten auf Bereich DC)
Einstellbeispiel:
(Schweißstrom auf bestimmten Wert eingestellt)
a) Balanceregler steht in Position Skala "0";
Einstellung neutral
b) Balanceregler steht in Position Skala +5
d.h. positive Halbwelle länger als die Negative = lange
Reinigungsphase - geringere Einbrandtiefe - jedoch Mehr-
belastung der Wolframelektrode - Kalotte zu groß (Abb. 9b)
- ev. Wolframeinschlüsse im Schmelzbad durch Abtropfen
der überhitzten Wolframelektrode
c) Balanceregler steht in Position Skala -5
d.h. negative Halbwelle länger als die Positive = lange
Einbrandphase - geringerer Reinigungseffekt - jedoch
Unterbelastung der Wolframelektrode (Abb. 9a) - keine
Kalotte - Lichtbogenansatz nicht zentrisch - meist unstabil.
LED-ANZEIGE FÜR 2-TAKTBETRIEB
2-Taktbetrieb
- Abruf über WIG-Brennertasterwippe
- hauptsächlich zum Heftschweißen verwendet
- in Programmebene "EBENE VOREINSTELLUNGEN ___",
Parameter WIG, muß die Einstellung für StS auf "OFF"
stehen
Funktionsablauf:
1. Zurückziehen und Halten der Brennertasterwippe
- Gasvorströmzeit läuft ab
- Lichtbogen zündet am Suchlichtbogenstrom (HF schaltet
nach Zündvorgang selbsttätig ab)
- nach dem Zündvorgang steigt der Schweißstrom über den
intern eingestellten Up-Slope auf den Schweißstrom I
H
an
- LED leuchtet
2. Loslassen der Brennertasterwippe
- Lichtbogen erlischt (mit oder ohne Stromabsenkung)
- intern eingestellte Gasnachströmzeit läuft ab
Bei Verwendung des Fußfernreglers TR 52mc schaltet die
Anlage automatisch auf 2-Taktbetrieb um.
Spezial-2-Taktbetrieb - Variante I
- Abruf über WIG-Brennertasterwippe
- hauptsächlich zum Heftschweißen verwendet
- in Programmebene "EBENE VOREINSTELLUNGEN ___",
Parameter WIG, muß die Einstellung für StS auf "ON"
stehen
Funktionsablauf:
1. Zurückziehen und Halten der Brennertasterwippe
- Gasvorströmzeit läuft ab
- Lichtbogen zündet
- Schweißstrom steigt ohne Up-Slope auf den Schweiß-
strom I
H
an
- LED leuchtet
2. Loslassen der Brennertasterwippe
- Lichtbogen erlischt (ohne Stromabsenkung)
- intern eingestellte Gasnachströmzeit läuft ab
Bei Verwendung des Fußfernreglers TR 52mc schaltet die
Anlage automatisch auf 2-Taktbetrieb um.
DOWN-SLOPE oder Strom-Absenkzeit:
- Stufenlose Einstellmöglichkeit der Strom-Absenkgeschwin-
digkeit vom Hauptstrom auf Endkraterstrom I
E
Einstellbereich: von 0,2 bis 20 Sekunden
LED-ANZEIGE
HOLD
- HOLD-Funktion (Istwertspeicherung) ist in jeder Betriebs-
art gegeben (ausgenommen Fußfernregler, Pulsen mit
Fußfernregler und Pulsen bis 20Hz)
- Anzeige leuchtet nach Istwertspeicherung - d.h., der Mittel-
wert, der vor Beendigung eines Schweißvorganges ge-
messenen Werte für Schweißstrom und Schweißspannung
werden von den Digitalanzeigen und angezeigt und
gespeichert; (dies ermöglicht nachträgliche Kontrolle der
Schweißparameter)
Möglichkeiten zum Löschen der HOLD-Funktion
- Aus- und Wiedereinschalten des Netzhauptschalters
- Verstellen des Schweißstromreglers in den Schweiß-
pausen
- Umschalten des Funktionswahlschalters
- Umschalten des Wahlschalters für Stromart DC+/DC-/
AC~
- bei jedem Schweißstart
- durch Betätigen der Brennertaste in der Schweißpause
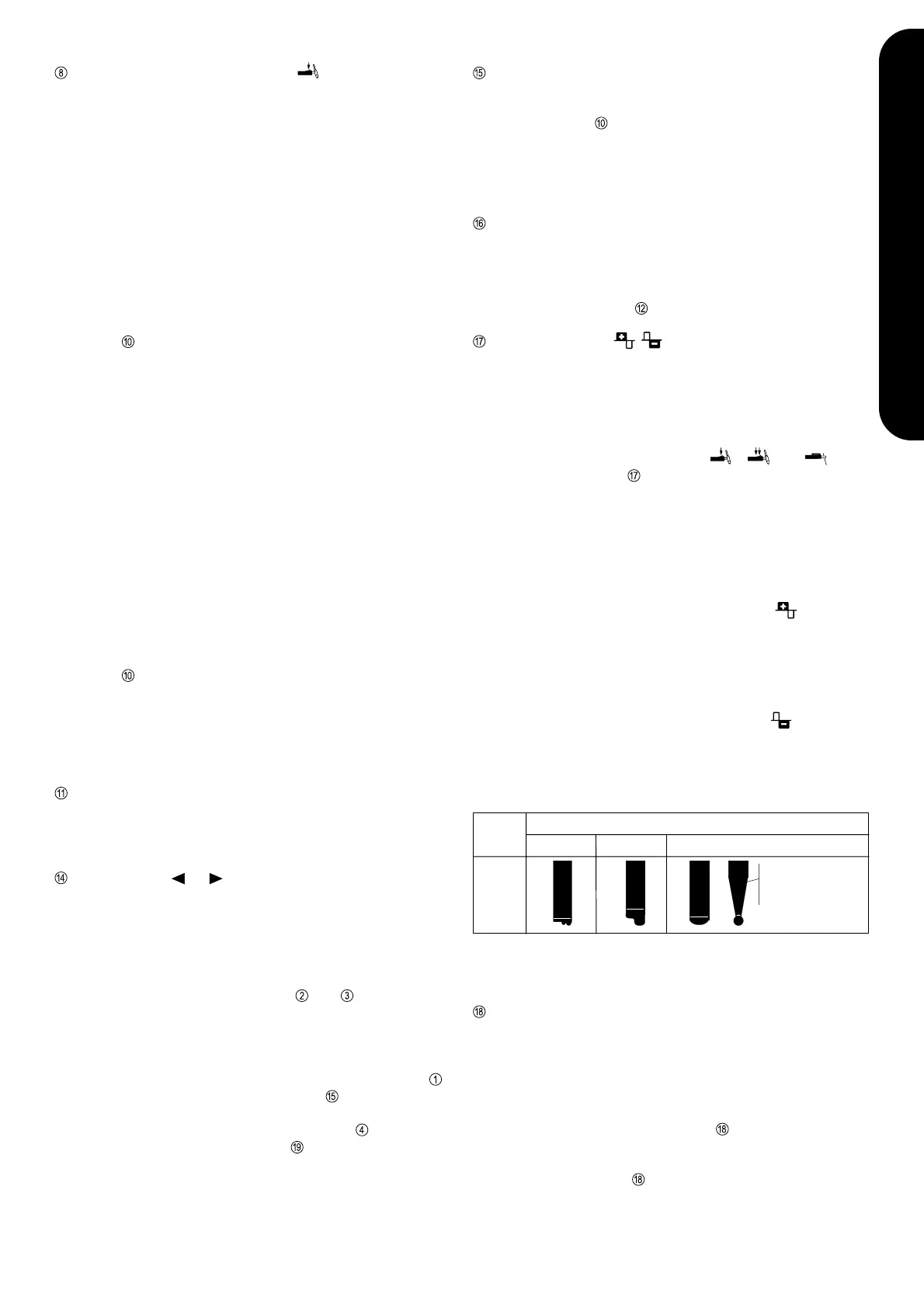
Strom-
art
Strombelastung
zu niedrig zu hoch
a) b) c)
AC
~
richtig
günstig für
Wurzellagen und
dünne Werkstücke
Abb.9 Kalottenformen unterschiedlich belasteter Wolframelektroden im AC-
Bereich